Inspection and detection tech tackles labor, safety concerns
Snack and bakery producers depend on inspection and detection tech to protect products and reputations.
Courtesy of Cassel Inspection
The Bottom Line:
- Inspection and detection tech assists in quality control
- Producers want equipment that is easy for unskilled workers to use
- Operators seek out technology that can be readily cleaned and maintained
Like all types of food operations, snack food, and wholesale bakery plants need to monitor and maintain quality control, which prompts the need for inspection and detection equipment and technology to ensure that particles of glass, stone, and other contaminants don’t inadvertently get mixed into their formulations.
Customers in the snack and bakery realm who are in the market for such equipment and technology seem particularly interested in ease of use for unskilled laborers, the ability to remotely pull data and run reports, and the variety and precision level of contaminants it can detect, according to manufacturers of inspection and detection systems.
Paul Payerle, commercial leader at Cassel Inspection, says physical contaminants are among the issues that keep food processors up at night. “I’ve got metal all over my plant. Is some of it going to fall into my food, or come from the outside?” he says. “The detection level is key—small pieces, we [manufacturers] all do—we compare against each other by how small a sphere of ferrous, non-ferrous, and stainless we can find.”
The types of food items being inspected can affect the precision of detection, Payerle says. “Raw dough is problematic for metal detectors,” he comments. “Another thing that’s very hard is detecting metal in a product wrapped in metalized film…Finished snack foods are often put in a metalized bag.”
In addition to detection level and the ability to differentiate, Payerle says his customers have a checklist of questions that tends to include whether a machine is a washdown capable and whether it’s easy to use, with an intuitive touch screen and buttons. “I can train people in 10 minutes on this thing,” he says of Cassel Multisense system.
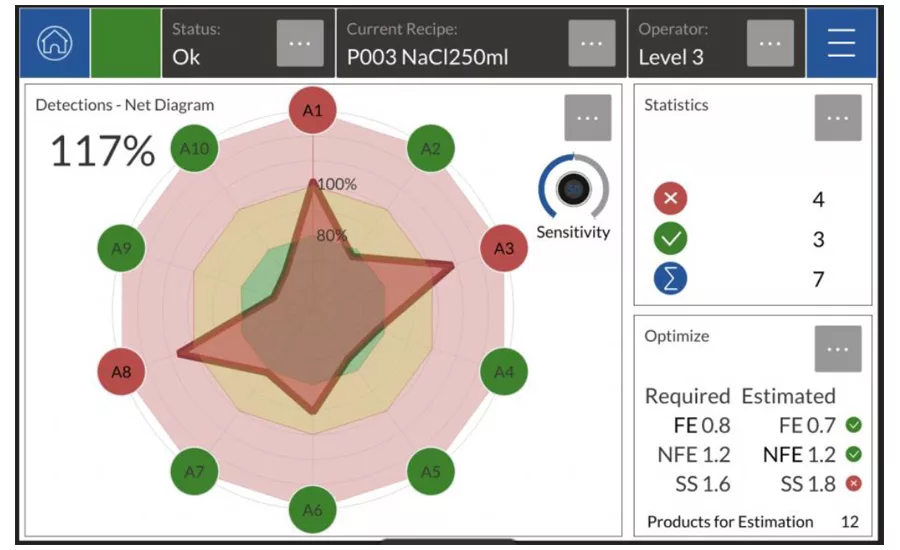
Key Technology hears from customers about the need for automation in inspections as a way to reduce labor requirements, as well as equipment and technology that are easy to learn how to use when humans are involved, says Marco Azzaretti, director of marketing.
“Finding and retaining people to work on food processing lines is increasingly difficult. It’s not a matter of cost—it’s a matter of availability,” he says. “The few people that they’re able to have working on the line, are typically—there’s been a lot of turnover—unskilled personnel. It’s extremely important that our equipment is able to be mastered and operated within a very short period of time by somebody who has absolutely no technical background—no technical skill set.”
Customers of Mettler Toledo Safeline want to know what size of footprint a machine will take up, whether it has an automatic reject feature, and what variety of contaminants it can detect, says Geri Foley, metal detection sales operations manager.
“There’s only so much space on the production floor for them,” she says. “To be able to auto-reject into a lockable bin that they can inspect for contaminants later is something they’re keen on., and customers are becoming more keen to the fact that contaminants are not just metal. They are, potentially, glass; it could be rocks; it could be plastic. We’re getting more requests for those types of contaminants, rather than just, ‘Can I do better on the metal detector?’ ”

Steve Mason, sales manager at Fortress Technology, says his customers are very focused on access to real-time, usable data. “Everybody wants to be able to track products, they want to be able to track when their tests are happening, and making sure those tests are done properly,” he says. “They want to be able to access their data from their laptop, their tablet, whatever.”

That ability to pull data remotely can be especially helpful if equipment and technology is installed in hard-to-reach places in the plant, Mason notes, and the automated system also feels more credible. “If a customer can show a computer-generated, automatic report—not just somebody checking the box—that’s so much better than a manual document,” he says.
On the packaging side, Yoran Imaging sees its customers moving from multilayer materials to single-layer materials that are recyclable, boosting sustainability claims but creating the need for inline monitoring, says Eran Sinbar, co-founder and CEO.

“A new feature that our customers ask about, especially from snack and bakery, is, ‘Can we apply the same concept of inline monitoring with the same technology to monitor the moisture level of the product being it’s being packed?’” he says. “That’s critical to this material—like biscuits, snacks, and cakes—to have the exact moisture level and keep the right freshness and crispiness.”
Customers are also becoming intrigued by how they might use artificial intelligence to monitor data and see trends in how products and packaging are shaping up, Sinbar says. “If you can tell what is the root cause of a trend, and go back to production, it will save me time,” he says. “Some want the AI on top of the production line. At the end of the day, it’s all about the data analysis—all the customers are looking for information. It seems like they were working in the dark, with no data about what they are doing in such a critical phase, like the primary packaging. They are excited that they can, for the first time, have data, reduce waste, reduce customer complaints, and increase the production rate.”Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







