New HMIs strive for efficiency and ease of use in snack and bakery production

courtesy of Bosch Packaging Technology
courtesy of Ross SysCon

courtesy of Bosch Packaging Technology
courtesy of Ross SysCon
The human-machine interface (HMI) is essential in an operator’s daily work, as it represents how he or she can use and control the equipment, via technology. These days, using an HMI is all about fostering an easy user experience. Therefore, companies are overhauling their HMIs in order to achieve the best possible combination for peak usability and productivity.
Focus on user-friendliness
The HMI is the gateway to a connected factory. “This is why the HMI 4.0 from Bosch Packaging Technology is not only about software or hardware—it’s all about the best possible user experience,” says Stefan König, member of the board of management, Bosch Packaging Technology, Waiblingen, Germany. “For Bosch, users always come first.”
A major new feature of the new Bosch HMI 4.0 consists of guided workflows, which lead operators through each step of production, including changeovers, cleaning and maintenance. As of 2017, Bosch will equip all new processing and packaging units with the HMI 4.0.
“In the future, machines and systems will be easier to operate, since operators have a uniform navigation concept with the same basic functions for each machine of a line,” König explains. “Even existing machines may be retrofitted upon request.”
The HMIs used with tna machines have color, high-resolution displays, and a screen size that is never smaller than 15 inches. In addition, the standard communication path between the HMI and the PC-based or PLC-based control system is via Ethernet. “This enables faster data transfer speeds and reduced cabling costs,” says Chris Jones, group product manager, controls, tna, Dallas.
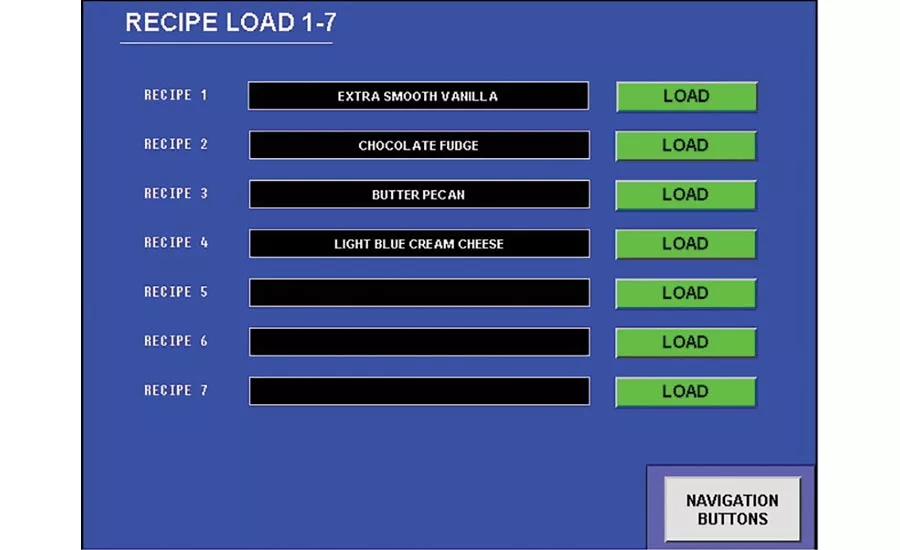
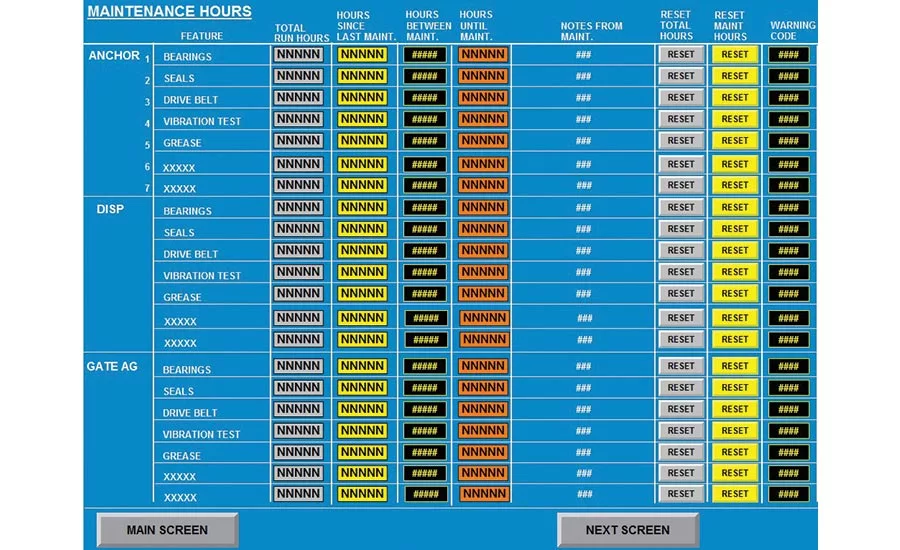
Ross SysCon, Savannah, GA, supplies the controls for Ross mixers and blenders. “We offer customizable recipe-control systems with user-friendly screens relating to specific products. These systems can data log all process variables to a CVS file for batch history records, monitor vital QC variables and seek confirmation from an operator whether to accept or reject a completed batch,” explains Gary Barber, general manager. “Maintenance screens can be incorporated to flat preventive maintenance duties like checking belts, greasing bearings, etc.”
Intelligrated has added new screens to enhance how operators and maintenance staff interface with and understand the machine. “The new screens have safety status screens, which display the status of safety system elements, allowing users to quickly detect fault locations,” says Doug Stoll, product manager, Intelligrated, Mason, OH. The preventive maintenance functions screen highly required maintenance intervals, and require acknowledgment from the user, he notes.
Stoll adds that these new utilities improve ease of use, efficiency and security. “Improved security allows for individual logins and permission sets to be configured, limiting access to critical functions. Improvements to our product data table help operators better relate all aspects of the product being palletized, and enhanced access to alarm history provides a quick view from the main operator screen,” he says.
Line efficiency
“Custom recipes can be written and stored into memory, so that loading a recipe only takes seconds to do from one batch to another, maximizing production time,” says Barber. “The maintenance screens can help save equipment from down time, due to preventable maintenance issues.”
On the tna HMIs, more operational data is now available with quicker response time, notes Jones. “Our HMI systems are well on the way to being a SCADA-type platform, albeit without some of the advanced features of a conventional SCADA package,” he says.
Siemens offers solutions to snack producers and bakeries to streamline connectivity of production lines and overall operations. “In our HMIs, we offer OPC open protocols to allow customers to access the data in the HMIs, either from other lines or systems, to allow free flow of the information. We also have an option called Sm@rtServer, that allows the HMIs to serve up their data and allow for access from other HMI devices or via a web browser,” says Alan Cone, WinCC marketing manager, Siemens Industry, Inc., Norcross, GA. “This will allow access to the data on the device, as well as view or control access to the HMI screens.”
Siemens also has a product called Performance Monitor, which allows customers the ability to develop key performance indicators (KPIs) for production and measure them in real time. In addition, its Alarm Management package in WinCC allows tracking for hit rates on alarms, so that customers can analyze this data to see the frequency of alarm triggers.
Bosch’s new guided workflow helps to lead operators through each step of production processes, format changes, cleaning and maintenance, and helps speed up operations. This guided workflow is also available for maintenance staff or plant operators with extended competencies. The HMI 4.0 is tailored to specific user roles, such as operator or line manager, and it only displays the processes relevant to the current user, which significantly facilitates operations for each person involved.
The display is easy to use, too. “The display resembles that of mobile devices like smartphones or tablets, thus enabling operators to use it intuitively,” says König. “Thanks to a touch-sensitive surface, data can be entered with gestures, such as multi-touch, ‘pinch and stretch,’ and by swiping.”
The complete package
Another concern is integrating HMI systems into larger control systems.
Bosch’s HMI 4.0 makes machines and systems easier to operate, since operators have a uniform navigation concept with the same basic functions for each machine of a line. “Standard interfaces make the HMI 4.0 a central element for the connection to other solutions. By providing all relevant data, not only to the HMI dashboard but also to superordinate software systems, the HMI 4.0 significantly facilitates operation of production facilities, as well as data evaluation and analysis,” comments König.
“The hardware in our control schemes can be networked to existing systems that may require a degree of handshaking with upstream and downstream equipment in the overall process. SCADA systems, third-party software programs, special protocols and network concerns can be addressed early into a project, especially if the end user has an existing system that we need to be compatible with to ensure smooth installation of new equipment,” says Barber.
“From an operational standpoint, palletizers maintain a dedicated PLC and HMI, which can easily absorb additional control and visibility, such as a pallet and case conveyor, or stretch wrappers. Likewise, palletizer data, status and/or interlocks can be easily accessed by system-level controls/HMIs using Ethernet or other fieldbus technologies,” explains Stoll.
The HMI systems at tna are the front end of its control systems, with all of the data being available via Ethernet communications to plant management and ERP systems. “This principal of operation provides a total-system solution, while giving full visibility of the control system to all over areas of the business,” says Jones.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






