Expanding equipment options for fried snacks
Equipment suppliers are delivering better oil performance, efficiency and more with new and updated fryers.

courtesy of PPM Technologies
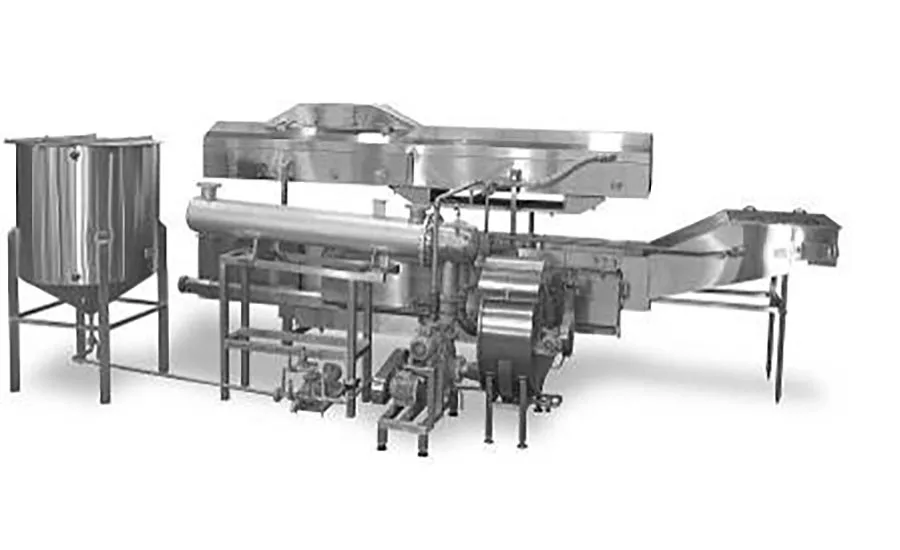
courtesy of PPM Technologies
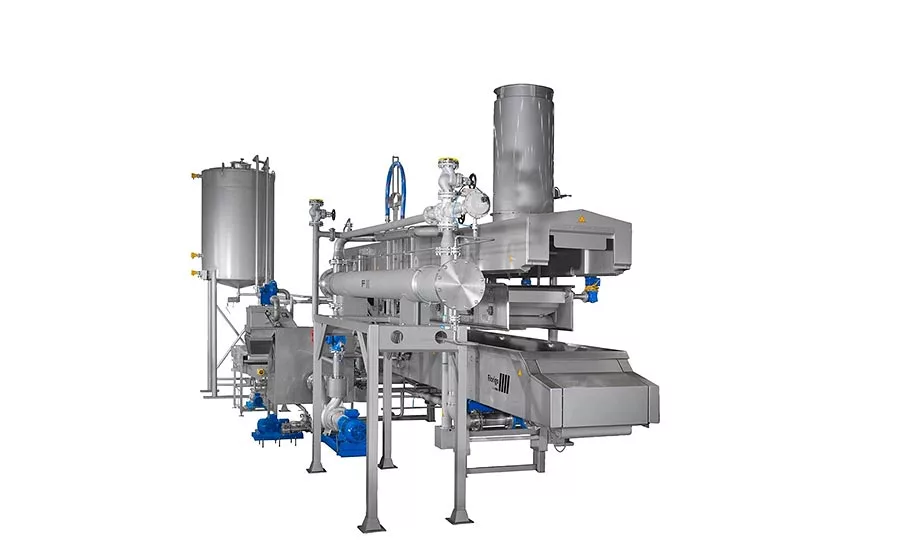
courtesy of tna

courtesy of tna

courtesy of Lincat Ltd.

courtesy of Lincat Ltd.
Fryers continue to see ongoing improvements related to hygienic design, oil management and energy efficiency. Equipment suppliers are also offering models that occupy a smaller physical and carbon footprint, and that include adaptability to handle a diverse array of products.
Advanced efficiencies
Arnaud Jansse, applications engineer, tna solutions, Coppell, TX, notes that hygienic design for improved sanitation is the top issue related to fryers today. “The second-most important thing is oil management.” Higher-end chip makers are inquiring about use of vacuum frying to bring about less oil deterioration, along with the use of higher-quality oil, he adds.
Jansse also notes tna has seen a lot of inquiries about plantains and bananas. “We optimized our filtration system, because it creates a different type of pollution compared to potato chips.”
Customers of PPM Technologies, Newberg, OR, have inquired about fryers that use less oil and have a smaller physical and carbon footprint. Versatility is also important. “They would like the fryer to be more adaptable for a number of different products, so they can cook chips or peanuts, for example,” says Neil Anderson, vice president, business development. “It often isn’t possible, but we’re looking to develop solutions for those types of products.”
Lincat Ltd., Lincoln, England, increasingly hears from customers looking to improve the quality of their fried food through improved temperature management, says Helen Applewhite, marketing manager. “High temperature can break down the oil, create carcinogenic acrylamide and present a fire hazard—especially with old oil. Low temperatures create poor results. To combat this, you need a fryer with a fast-reacting and accurate temperature control.” Fryers with built-in filtration that keeps out contaminants also helps, she adds.
Operators are also looking for energy-efficient equipment, and not just for environmental reasons, Applewhite says. Such features extend the life of oil, help them reduce the total cost of frying, lower overall running costs and produce a rapid return on investment, she says.
Customers of Heat and Control Inc., Hayward, CA, want higher product quality, greater equipment flexibility, improved efficiency and more-reliable safety features, says Don Giles, director of sales, processing systems. Companies need to meet those priorities through ongoing research and development, risk-assessment programs and continuous improvement of equipment, he notes.
Refined frying
Heat and Control Inc. recently rolled out the Dynamic Action Fryer, which can handle a wide variety of chips, including plantain, malanga, taro, multigrain chips and corn tortilla chips, as well as certain pellet and extruded snacks, and custom regional snacks, Giles says.
The Dynamic Action Fryer offers multiple product capabilities. “Operators can easily adjust the speed and motion of its product control paddles to produce different frying conditions for a wide variety of snacks,” says Giles. “Safe external heating automatically maintains the optimal oil temperature and quickly adjusts to changes in the product load.”
Lincat recently added a new FriFri high-capacity, twin-tank 622 freestanding fryer to its Super Easy, Basic+ and Vision ranges, each capable of producing more than 130 pounds (60 kilograms) of chips or other fried food per hour, Applewhite says. The Basic+ 622 and Vision were previously available as built-in models.
The budget Super Easy 622 is a high-performance fryer with temperatures ranging from 194° to 383°F (90° to 195°C). The mid-range Basic + 622 can be set in increments of 9°F (5°C), while the professional Vision 622 features an intuitive touchpad control that enables temperature to be set in 1.8°F (1°C) increments, from 86° to 374°F (30° to 190°C), notes Applewhite. “Adaptive cooking technology automatically adjusts the cooking time to suit batch quality, virtually eliminating the risk of human error.”
Middleby Bakery Group, Plano, TX, offers the small-footprint, ventless, odorless, countertop Perfect Fry commercial fryer to foodservice operators, says Dylan Yussman, director, emerging chains. The unit makes heavy use of robotics in enabling the operator to press one button and have the product pulled into the fryer and then automatically dispensed into a pan. “It’s cutting out a bunch of steps,” he says.
The Perfect Fry comes in two sizes, the larger PFA and smaller PFC, the latter of which is not as completely automated. The PFA works well for frozen-to-fried products, while the PFC is better for “more hands-on, battered and delicate products,” Yussman says. Both can work with french fries, chicken tenders and tater tots—even fried Twinkies.
PPM Technologies has released both the Pellet Frying System and the Zonal Frying System for potato chips. The former features low total oil volume, leading to turnover rates of two to three hours, optimizing product quality and extending shelf life, with automatically controlled oil level and an adjustable frying time of 5 to 45 seconds. This handles anything from rings to more three-dimensional snacks.
The ZFS ensures even frying through multiple inlets and outlets of the oil, easily setting and maintaining an exact temperature while minimizing oil required. Chips are separated with the patented Flow Injection Side Turbulent (FIST) system in the first section of the fryer, and accurate frying time is ensured with the combination of a paddle belt and submerged belt.
“One of the things we’ve focused on, as well, is better control of the inflow of the raw materials—potato slices, for example—feeding those in a more-organized flow as opposed to randomly dumping them into the fryer,” Anderson says. He notes the pellet fryer is a cost-effective, entry-level solution for customers who traditionally fry a product like potato chips, but want to get into pellet snacks.
Potato chips and similar products, including vegetable chips, are a focus for tna and its continuous chip fryer, the Florigo conti-pro PC 3, a unit that the company enhanced in 2017 with patented opti-flow technology. The oil infeed cassette forces the oil to get into a high-speed, laminar flow that causes chip slices to move onward and exit the fryer in the desired dwell time, Jansse says. In the past, chips became temporarily lodged in the left and right back corners of the infeed, causing product loss due to chips burning and deterioration of oil quality.
The company also has been working on systems for coating French fries and other potato products, such as dewatering and de-oiling solutions and belt dryers, Jansse says. “We used to load the belt dryer with heat for a short time at a high temperature. We decided, based on market input, to take a more-gentle approach to drying. We doubled the length of the belt dryer and lowered the temperature so the impact is less harsh—to keep the moisture. That has a good effect on outside skin formation and crust formation.”
A well-oiled machine
Hygienic design is high on the list of requirements for fryers—and this extends to the lubrication the equipment requires.
The Food Safety Modernization Act has prompted companies to move from a reactive to proactive food safety program, which has included more hygienic design and improved draining for fryers, says Stephen White, portfolio manager, food and beverage, SKF, Gothenburg, Sweden.
One option is to go with a relubrication-free design. “When you relubricate daily, weekly or monthly, you keep pumping grease in until it oozes out of the bearing,” White says. “When you wash it at high pressure, it will wash off into the water system, or atomize into the atmosphere.”

courtesy of Lubriplate
SKF offers patented fryer bearing technology that allows high-temperature cooking oil to enter the bearing and act as a lubricant instead, which eliminates the need for grease while protecting the bearing against corrosion. The company uses hard plastic instead of stainless steel, which means that the bearing balls only require replacement every two years, instead of six months, significantly reducing the cost of replacement, White says.
Lubriplate, Newark, NJ, notes customers are looking for longer-lasting lubricants that make it through more production cycles, says Sib Hamid, vice president and corporate technical director. “They are asking to have that film of lubricant last longer, through higher temperature,” he says. He notes everybody is asking for thermal stability.
To meet these needs, Lubriplate offers HTCL-FG 220 and HTCL-FG 68, 100 percent ester-based synthetic fluids designed to protect against wear, rust, oxidation and corrosion. Each can be fed through micro-lube systems, spray systems, mist systems, drip bottle systems or can be hand-applied. The HTCL-FG products eliminate carbon build-up on chains, reduce friction and wear and lower energy costs while also reducing oil consumption, smoke and the risk of fires.
Klüber Lubrication, Londonderry, NH, has recently introduced a number of new products, including its high-temperature chain oil, Klüberfood NH1 CH 6-120 SUPREME, says Marius Czech, food market manager. “Our new high-temperature polyurea special bearing grease, Klüberfood NH1 74-401, offering a wide service temperature range of up to 320°F (160°C), as well as our assembly paste Klüberpaste UH1 96-402, which provides protection against tribocorrosion or fretting corrosion at permanently higher temperatures up to 2,200°F (1,200°C).”
“It is a huge challenge today to keep food processing plants profitable,” says Czech. “Ever shorter production times, faster running machinery, warm and cold loaded machine components, as well as hygiene requirements are just some of the challenges. The challenges faced by specialty lubricants are just as extreme.” In addition to the necessary lubricant certifications—such as NSF H1, kosher/halal and ISO 21469—he notes Klüber Lubrication places the same high expectations on its products in the food industry as in a non-food manufacturing facility.
“Our products are needed everywhere where there is friction,” says Czech. “That means everywhere where two parts rub against each other. Typical application include bearings, chains, linear guides, gears and many more.”
The goal is to reduce overall maintenance and subsequent downtime. “Food manufacturing facilities struggle with keeping maintenance to a minimum,” says Czech. “The need for shortened and faster production cycles requires high-quality lubricants to get the job done. Energy efficiency is another aspect, which will grow in importance for this industry segment. We are well prepared for the future challenges and are looking forward to face them together with our customers.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






