New extrusion equipment offers better hygiene, speed and flexibility
Hygienic design, quicker changeovers and reduced maintenance time are top benefits with new equipment
courtesy of Bühler

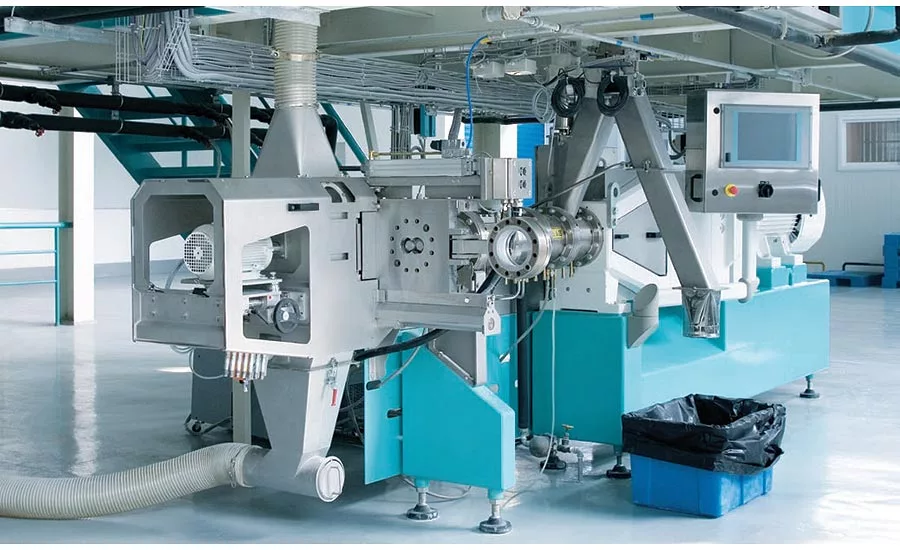
courtesy of Clextral
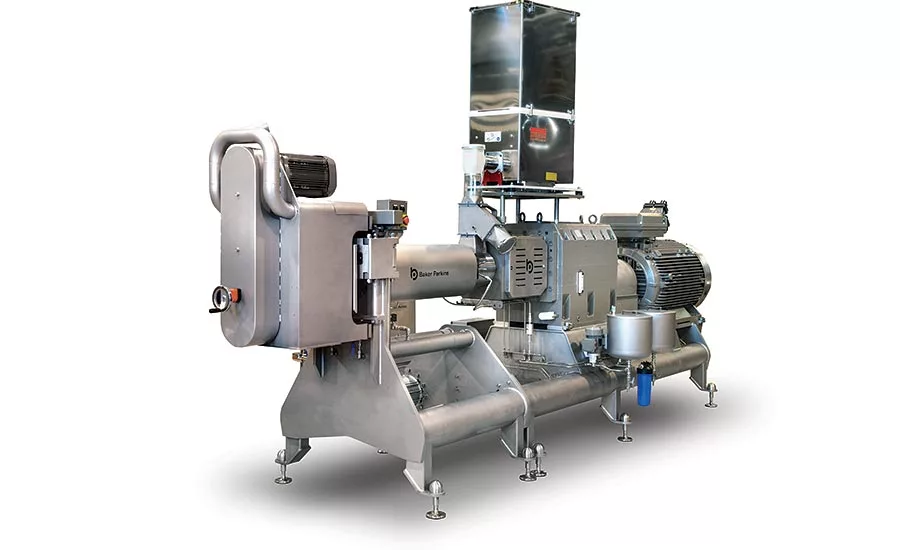
courtesy of Baker Perkins
Hygienic design, quicker changeovers, reduction of maintenance time, improved cooling ability and the modularity and flexibility to run more-diverse products—sometimes with exotic raw materials that need gentler processing—are the top-of-mind issues for customers of extrusion equipment.
Listening to customers
Clextral, Firminy, France, hears a strong desire for hygienic design for its equipment, which handles everything from higher-end, lower-throughput items with more-expensive raw materials, to low-density, lower-cost snacks, says Gilles Maller, vice president of sales. “You can clean parts of the equipment without any retention points in the machinery. The changeover is easier, with easier cleaning capability. You save a lot of time doing that.”
Those who run higher-end, often organic, raw materials want machines that change over every three or four hours, but only produce 1,000 pounds per hour, typically, adds Maller. Others want machines that produce 2,000 pounds or more, but only need a change in product once every day or two.
Buhler Group, Uzwil, Switzerland, fields requests for cleanability and reduction of maintenance time, says Carsten Petry, global product manager. “And then, of course, flexibility, being able to make many different products on one machine. And to be able to have quick changeover from one product to another—to change the screws, for example.”
Flexibility and modularity are the “name of the game” for customers of CW Brabender Instruments, South Hackensack, NJ, says Sal Iaquez, vice president of sales and marketing. “You can adjust depending on what you’re trying to achieve,” he says. “You can start small, at a specific price point, and then you can later on purchase an attachment without having to sacrifice and purchase a whole new system.”
Higher sanitary standards and the importance of food safety are among the customer requests for Reiser, Canton, MA, says Joseph Gigante, bakery specialist. “With the shortage of labor, machines fill the gap between production need and demand. Additionally, producers are looking toward clean-label products for the future. These products do not use processing aids or chemical additives and require a machine that can process them gently.”
Versatility is another watchword for Reiser’s customers, Gigante says. “Product needs and outputs are constantly evolving. A machine that runs brownies one day may need to run cookies the next.”
Customers of Baker Perkins, Grand Rapids, MI, are also looking for flexibility and hygienic design in their extrusion equipment, says Keith Graham, marketing manager. “Improved cooling contributes to broadening the range of products that can be made, and additionally improves quality and consistency.”
New and improved
Clextral has released an upgraded version of its Evolum PF500 crimper to keep up with the company’s higher-capacity extruders that can produce cereal and snacks at a rate of 2,000 to 3,000 pounds per hour, Maller says. “People are running very high capacity. To accommodate this increased throughput, we needed an upgraded version of this ancillary.”
The pinching machine shapes co-extruded products exiting the co-extrusion die with shapes that include pillows, triangles, tubes, bars, balls, sticks, ovals and diamonds. The machine combines two functions: flattening of co-extruded ropes on the flattening belt, and forming and pre-cutting of the ropes through a pinching former, which allows for a high degree of pinching accuracy.
The crimper features a cleaning-in-place (CIP) system with easy to access parts that’s both sturdy and flexible, Maller says. On the bakery side, Clextral tends to work with customers who make flat, crispy breads or crackers that the crimper stretches to a wafer-like texture. “It doesn’t have the texture of the typical extruded product,” he says. “You stretch it to somewhere between a biscuit and wafer-type product.”
Bühler Group has released the PolyFlake flaking mill that is most often used for breakfast cereals but also can be used for flaked snacks such as chips, Petry says. “It’s a nice machine, especially from a hygienic design point of view,” he says. “It’s up to the latest guidelines and standards, easy to access for maintenance and cleaning, with reduced maintenance time and danger of contamination and fewer parts. It’s also a very high-capacity machine.”
Reiser has made a number of improvements to its dough extrusion equipment, Gigante says. These include a redesigned infeed system for fresh dough applications that gently feeds the double screw and results in less shear on the product, as well as double screws with wider pitches that accept doughs with very low hydration.
“This prevents product from being overworked in the machine and improves product quality,” says Gigante. “The new additions to the bakery equipment line allow for faster throughput, reduced labor and high efficiency.”
The company also has added the MMP223 slicer to its bar lines for the snack market, a unit that allows the Vemag divider to run continuously while extruding bar products, Gigante says. “The MMP slices a perfect edge on the product, making a perfect square or rectangle. The addition of this unit on the line can improve production throughput by as much as 200 percent.”
Baker Perkins has redesigned its SBX Master twin-screw extruder and added a preconditioner to the range, with increased flexibility and improved cooling in mind, Graham says. “The new design features water distribution channels for cooling located closer to the internal surface of the barrel, to improve both responsiveness and the rate of heat transfer. Flow rate is increased, and cooling can be controlled and adjusted to the individual product profile.”
The SBX Master is now a completely modular machine, which means future extensions of the barrel and associated services to expand or change a product portfolio will be quick and easy to understand, Graham says. “Hygiene has been improved by simplifying the arrangements for mounting the die and cutter to make changeover, cleaning and maintenance faster and safer. The die is supported on a hinged arm that enables it to be moved quickly and safely, especially when hot, while the cutter slides in and out of position.”
The pneumatically powered, push-button-operated system automatically places the cutter directly in front of the die as soon as the extruder is ready, leaving merely fine adjustments to the operator, minimizing time and waste generated during a set-up or changeover, Graham says. All new SBX extruders come with a gearbox condition monitoring system to reduce unexpected downtime, and this also can be fitted to existing machines, he says.
The preconditioner, a new addition to the SBX Master range, increases flexibility and throughput, especially when applied to materials that are dense and/or shear-sensitive, and it also works well for protein products where energy input replaces mechanical shear energy in the extruder, to avoid protein damage, Graham says.
“Hygiene levels are high,” says Graham. “A large, vertically rising door allows unrestricted access to both chambers for cleaning, while an optional, manually installed spray bar is available to loosen stubborn material buildup from the internal surfaces and mixer shafts.”
The system’s flexibility covers a range of curls, balls, rings and chipsticks, with the ability for rapid changeovers, Graham says. “As the business grows, or consumer tastes change, a Baker Perkins line may be extended to broaden or even completely change the range of products being made.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







