Belt and conveyor suppliers update, equipment for better reliability and versatility
Snack and bakery companies seek belts and conveyors that are reliable and versatile with high sanitary design.

courtesy of Key Technology
courtesy of Heat and Control

courtesy of Ashworth Bros. Inc.

courtesy of Heat and Control

courtesy of Heat and Control

Today’s snack and bakery companies need belts and conveyors that provide reliability to keep production steady, versatility to handle different types of products, sanitary design that allows easy access for efficient cleaning and maintenance, and the ability to detach and reattach them with as few tools as possible to account for issues like allergy concerns.
Customers of Nercon, Neenah, WI, first and foremost request machines that keep production moving smoothly, says Tom Van Doorn, vice president, sales. “Machines do break down. The name of the game is to produce as much as you can, and maintain capacity. If the time needed to make adjustments is minimized, that’s money in the bank.”
Versatility is high on the list of requests according to Key Technology, Walla Walla, WA, says John Kadinger, market manager. “We’re seeing more companies introducing new products, as well as keeping existing product lines,” he says. “They have to be flexible to process that. They want something that’s reliable, to make sure it can run through the production cycle, whether that’s an 8-hour day or a 21-hour day.”
Customers of Precision, Inc., Algona, IA, and its subsidiary KOFAB, also investing into line flexibility—getting as much as they can out of existing plant square footage, says Barry Whitman, global sales director. “We’re seeing more and more of the line being used for more than one product—run for a certain period of time, then you change over and run a different product.”
Hygienic design has become more important to customers, notes Ashworth Bros. Inc., Winchester, VA, as regulations have tightened and scrutiny has heightened. “Customers like having something that’s easy to clean and eliminates points in a system that might harbor bacteria,” says Bryan Hobbs, sales and service manager of North America.
Dynamic Conveyor, Muskegon, MI, offers belts and conveyors that can be cleaned in place or taken apart easily, swabbed and then reconnected. “In the food industry, you’re cleaning conveyors constantly,” says Paul Kuharevicz, sales project engineer. “If you can decrease cleaning time, you can increase profitability. We’ve had customers who went from eight hours of cleaning to four hours. These plants have hundreds of conveyors in them. Four hours per machine—the math is really simple.”
Operators also need the ability to easily swap out belts and conveyors to account for nut allergies. To make the switch easy, they can accomplish it quickly and without tools, notes says Justin Caris, product development engineer, Dynamic Conveyor.
New and improved
Intralox Inc., Elmhurst, IL, provides patented direct-drive spiral technology for belts and conveyors that does not require cleaning for performance and enables optimal product alignment, says Achraf Elhassouni, global product manager.
“The way the product goes into the spiral, at the infeed, is the way it goes out,” says Elhassouni. “There’s no misalignment. This is quite important in the bakery industry, particularly in bread plants. Direct drive provides bakeries a worry-free operation. It provides them reliability, longer operational hours and eliminates dependence on cleaning for performance.”
Ashworth offers the PosiDrive Spiral system, where the spiral cage engages the belt to keep the belt—and products on it—firmly in place, says Hobbs.
“When the product goes in, in straight rows, it will come out in the same rows,” says Jonathan Lasecki, chief engineer. “You can relocate people. Instead of having them aligning product at the discharge, they’re making money for your company doing something more productive.”
Ashworth also has released the Omni Grid 360 Weld belt, an upgrade of the longtime Omni Grid model, that provides a stronger belt with a higher load-carrying capacity that’s also easier to clean and maintain, Lasecki says. “They can run it 20 hours a day instead of 16, and when a new product requires a higher tension level, customers don’t have to purchase a new belt to produce a new product.”
Precision/KOFAB has developed a conveyor onto which an operator can slide an already “endless” circular belt without having to wrap the belt around and then “cook” it on the conveyor, Whitman says. “That’s the most time-consuming part of changing a belt, stringing it along in there and then cooking it,” he says. “We’re trying to reduce changeover time.”
The company also has developed an oven takeaway conveyor that allows for changeover in one hour instead of the typical four to eight hours through a process where the operator cuts the old belt off and slides the new one on, Whitman says. This needs to be done about once every three months when the oven’s heat has caused the belt to crack apart. The conveyor lets you replace the belt more quickly, he says.
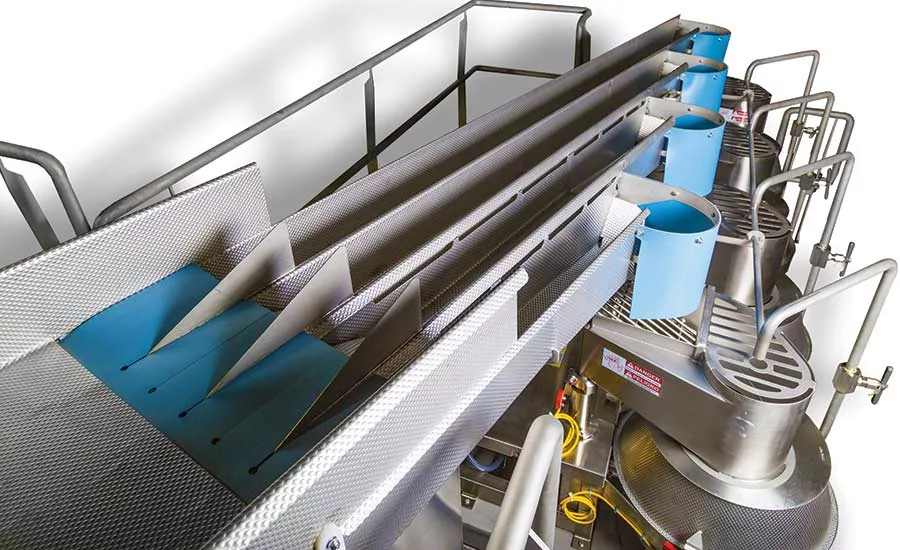
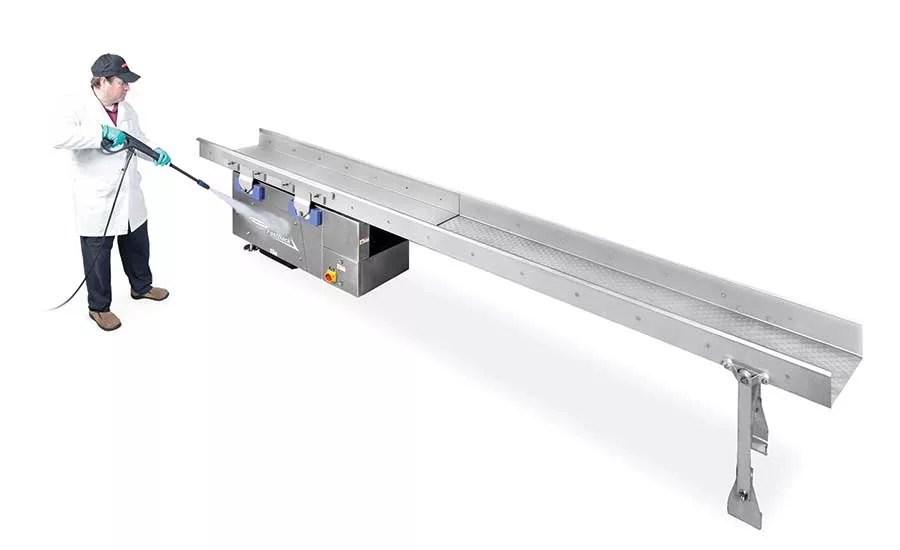
Heat and Control, Inc., Hayward, CA, has rolled out the FastLane slicer infeed conveyor, a space-saving potato-slicing device that minimizes the risk of plugging and volume of slicing scrap. The machines maximize operator safety by using gentler downward paddles that stop the machine when a lane needs to be closed for service, improve sanitation by eliminating overhead sources of contamination that can all into the product stream, and boosts production with even slicing and less potato scrap.
AMF Bakery, Richmond, VA, custom-designs “S” conveyors for its customers. Bobby Martin, executive product manager, notes that the “S” stands for sanitation. “It’s a sanitary-designed conveyor, made of full stainless steel, easy to clean. It’s hard to get dirty. The entire structure doesn’t have a flat surface. If a drop of water falls onto it, it’s going to find its way to the floor. Everything is sloped.”
Dynamic Conveyor offers a signature tension-less belt with purposefully designed slack that makes cleaning easier because the belt has a “sag” in it, Kuharevicz says. The company’s conveyors also offer retaining walls that can be removed without tools. The company’s Vertical Z line of conveyors, which combine two 3- to 5-foot horizontal lengths with a 10- to 20-foot vertical segment in the middle, have proved popular for products like trail mix, nuts and chips, he adds.
Nercon has gained attention for its WashDown Spiral, which features a non-roller chain with no internal bearings, so it can be washed down without any concern about shortened chain life, Van Doorn says. The company’s Single Filing conveyors work well with baked goods like pizza or any type of snack that goes into a flow-wrapper, he says.
Nercon also offers a remote, servo-driven RapidRail that enables customers to perform multiple daily changeovers without products needing to be conveyed overhead and out of reach. And the company also offers a retractable gate for ease of access. “Most manufacturing operations get hemmed in by conveyors—you have to get under, over or through them,” Van Doorn says. “This new, retractable gate solves that.”
Key Technology recently introduced enhancements to its line of vibratory conveyors that included a patented grounding arm with a sturdier structure and no horizontal surfaces where liquid or debris can collect, as well as label stand-offs that reduce bacteria and ease cleaning compared with traditional riveted plaques or adhesive stickers.
“We try to take an approach that for every product, whatever our customers’ process, they need to have a piece of equipment that’s reliable, as well as sanitary, because everything that comes out of the plant is their reputation on the line,” Kadinger says.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






