Today’s palletizers deliver big benefits in small packages
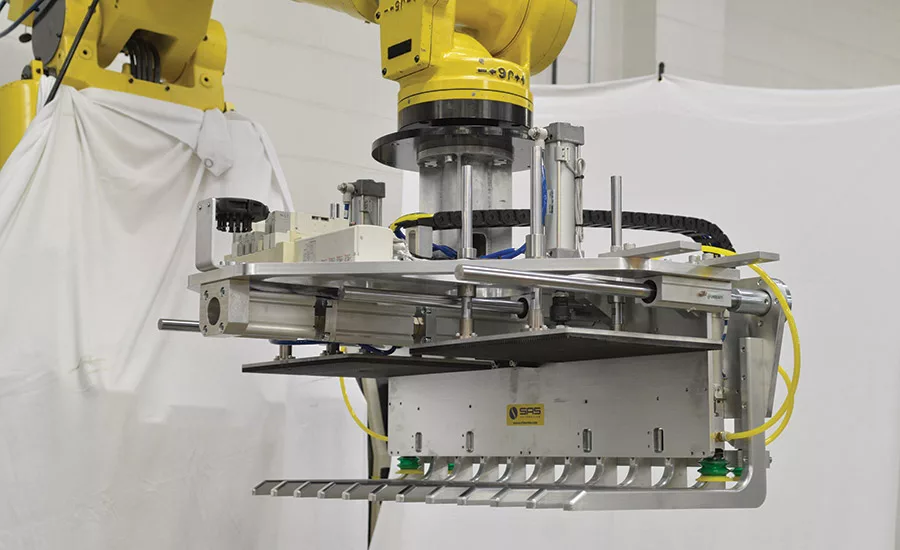
courtesy of SAS Automation LLC
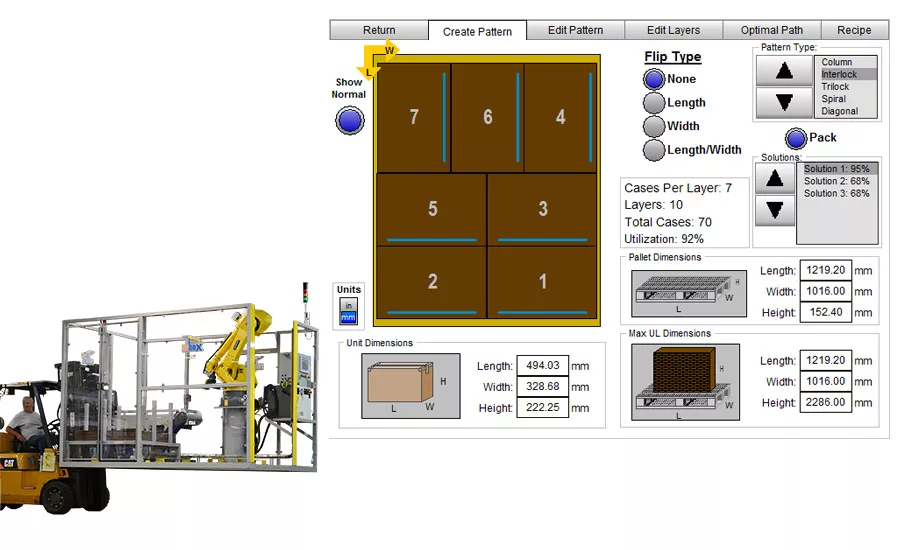
courtesy of Schneider Packaging Equipment Co. Inc.

courtesy of AFA Systems

courtesy of A-B-C Packaging Machine Corp.

courtesy of Focke & Co. Inc.

courtesy of Columbia Machine Inc.

courtesy of UNEX Manufacturing Inc.
Consumer demand for a greater variety of product sizes and packaging continues to impact both retailers and manufacturers. Many retailers are now buying baked goods and snacks in multiple sizes and packaging types to meet consumer requests for products that are portable, single-serve, resealable and more. Manufacturers looking for ways to efficiently and cost-effectively ship such orders to retailers are finding the solution in new flexible, adaptable, space-saving palletizers.
“Traditional palletizers are becoming outdated, as food processors cannot afford the downtime associated with large equipment that is difficult to relocate to another production line or adjust to a different size,” says Barry Rinaldi, director of business development, Schneider Packaging Equipment Co. Inc., Brewerton, NY. “We see increased demand for palletizers that are easy to transport within the plant and flexible enough to accommodate the changing needs of food processors.”
Rick Hoskins, president, Colborne Foodbotics, Lake Forest, IL, notes that palletizing systems that can handle a wide array of in-feed configurations and pallet patterns within the same cell are an important development in the baking and snack industries. “They allow users to combine low-volume lines that require manual palletizing with other low-volume lines, while leveraging the use of one robotic cell for multiple packaging lines,” he explains. “There are challenges in these systems, but with proper control and creative robotic end-effector technology, we see this as a great solution to baking and snack plants that offer many SKUs with multiple low-volume case palletizing lines.”
Bob Lord, director, sales and marketing, SAS Automation LLC, Xenia, OH, says most bakeries are just beginning to think about automating the palletizing side of their business. “Many, in general, have automated the baking process, but are still loading pallets by hand,” he explains. “Of course, this is a low-skill area and other industries have found that injury rates are high and productivity tends to be low. Productivity is higher when using a robot, and pallets are packed with much higher quality (tight packs) when using a robot and end-of-arm tooling (EOAT).”
SAS Automation designs, builds and services EOAT for robotic palletizers. The company also supplies modular, component-based EOAT and gripper systems. It offers palletizing tools in four categories: adjustable bag grippers, clamping style grippers, fork-style grippers and vacuum place EOATs.
Space savers
Regardless of its benefits, adding another piece of equipment onto the production floor can be challenging for manufacturers. Bakers and snack producers are, therefore, looking for small-footprint palletizers that can easily fit within their floor space, according to Eric Langen, marketing director, AFA Systems Ltd., Brampton, Ontario. As more bakery and snack products now come in multiple stock-keeping units (SKUs), the need for multiple processing lines has increased. Setting up one line to handle both bulk and retail SKUs can be costly due to engineering risks, high capital costs, maintenance costs and long changeover times.
“Food processors now place a premium on small-footprint palletizers that can be dedicated to a specific distribution channel,” Langen notes. “From a trends perspective, we are seeing more compact, gantry robotic palletizers used in bakeries and snack plants compared to traditional robotic palletizers. The gantry robot style offers numerous benefits, including a smaller footprint, the ability to be integrated with a case packer, and easier changeover and programming.”
The AF-PLT gantry robotic palletizing system from AFA Systems can complete palletizing, slip sheet insertion and pallet dispensing on one frame. All motions are driven by servo drives and servo motors. “The use of servo motors and drives ensures a small footprint, enhanced troubleshooting capabilities and smooth, high-speed operation,” Langen explains. “The system features a food-grade option with full wash-down capability for wet environments. Also, its modular design allows for the addition of equipment, such as bar code readers, end effectors and programming for different SKUs.”
A-B-C Packaging Machine Corp., Tarpon Springs, FL, also offers palletizers with modular designs for maximum flexibility. “Our semiautomatic palletizers can be upgraded to fully automatic, so producers can increase their speed and automation without the expense of a new machine purchase,” says Bryan Sinicrope, vice president, sales and marketing. “This provides a low cost-of-entry for automation and the ability to add automation features as production requirements change.”
The company also recognizes the need for palletizers with small footprints. “The semiautomatic Model 72SA palletizer is only 12 feet long by 8 feet, 4 inches wide, which includes a staging conveyor,” says Sinicrope. “The Model 72A palletizer is less than 20 foot long by 12 feet wide. We work with bakers and snack producers to configure their in-feed and takeaway conveyors, thus providing the best material flow in the minimum space.”
Focke & Co. Inc., Whitsett, NC, offers a space-saving palletizing robot can be used for various types of packaging—shipping cases, trays, shrink-wrap bundles and plastic boxes. Based on Palpack offline software, robotic movements are automatically generated according to the palletizing scheme required. The Portal Palletizing Robot 542 features a compact footprint, modular design, linear axis system with servo drive (modular with three, four or six-axis performance) and a wide range of pick-up heads to suit various applications.
From software to safety
While size is a key consideration when purchasing a palletizer, versatility, ease of use and speed are often equally important factors. Among palletizing equipment introduced recently, the HL7200 from Columbia Machine Inc., Vancouver, WA, incorporates programmable linear technology with a soft-turn and configurable layer table to ensure accurate, stable layer forming. “This is the first in the conventional inline palletizer segment to provide a human-machine interface (HMI) that allows the operator to create new patterns or modify existing ones,” says Ted Yeigh, sales director for the company. “This combination makes the HL7200 suitable for handling many package types and sizes.” The system palletizes 72 to 120 cases per minute, depending on pattern.
Meanwhile, Schneider Packaging Equipment recently launched proprietary software that takes the work out of programming, running and adjusting palletizing robotics. The intuitive HMI software allows users to quickly add a new product size or change the pallet pattern. “Users simply input information, such as how many boxes need to fit on a pallet and the size of the box, and the software recommends the most-efficient way to accomplish the desired output,” Rinaldi explains. “The software helps producers keep downtime to a minimum (when switching sizes) and reduce labor costs associated with programming.”
UNEX Manufacturing Inc., Lakewood, NJ, recently introduced the Pick-Plank, a mechanical order- picking device that affixes to a pallet and converts each pick slot from a static to a dynamic storage position, allowing all items on a pallet to be accessible from the aisle. Once items in the front are picked, the worker unlocks the guide and slides the back half of the pallet to the front position, moving all products to the front of the aisle.
“Because the picker doesn’t have to climb inside the storage structure to reach items at the back, picking rates are improved and vertical space between shelves in the storage unit is minimal, allowing one to save space within a warehouse,” says Brian Neuwirth, vice president of sales and marketing for the company.
New palletizers are also designed to accommodate new food-safety regulations. For example, all Columbia Machine palletizers are designed to meet Food Safety Modernization Act (FSMA), Hazard Analysis and Critical Control Point (HACCP) and Good Manufacturing Practices (GMP) guidelines. Features include using formed steel frame components versus structural steel tubing, which is being eliminated as an acceptable material. “Columbia minimizes the inclusion of horizontal surfaces to reduce the potential for accumulation of debris and make the machines easier to clean,” says Yeigh. “Also, easy access to load-building areas via safety-interlocked doors provides easy access for cleaning. One additional feature is OSHA-compliant minimum height under horizontal frame components, which allows for ease of cleaning.”
As retailers strive to offer consumers greater product selection, bakers and snack producers will continue to look for efficient and cost-effective ways to fine-tune and deliver their customers’ orders. Thanks to new technological advances, palletizers are helping manufacturers meet these demands.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







