Improving thermal management for snack and bakery success

courtesy of Praxair Inc.
courtesy of Air Products and Chemicals

courtesy of Stellar

courtesy of Filtrine Manufacturing Co.

courtesy of GEA Refrigeration Technologies GmbH

As more bakeries embrace the trend of distributing frozen product, managing temperatures at key points throughout production has arisen as crucial aspects of success.
Thermal management technology has evolved to meet this need. Equipment that chills snack product or bakery dough, cools product after it exits the oven, and refrigerates and/or freezes finished product has reached a new level of efficiency, providing secure, short-term preservation of goods, and quick delivery to distributors and consumers.
“We’ve seen a lot of interest from bakeries in freezing products, which seems to be driven by a few trends,” says Scott Robertson, industry manager, foods, Americas, Air Products and Chemicals, Allentown, PA. “First, bakeries are looking to expand beyond their local markets, and freezing enables them to broaden their distribution radius. Second, national coffee and bakery chains are looking to bring higher-end products to their customers with minimal in-store prep.
“This has created opportunities for bakeries to centralize manufacturing to support the expansion of these chains,” continues Robertson. “Also, more grocery stores want to offer freshly baked bread to customers, so centralizing the production of raw or par-baked dough is needed to support this trend.”
This has prompted more bakeries to become involved in the distribution of frozen products. “As the demand for specialty baked products increases, bakeries have begun to specialize more than ever before,” says Christopher Johnson, business development director, food market, Praxair Inc., Danbury, CT. “Instead of localized production of the same soft-white bread, buns and loaves, they are specializing with ingredients such as spelt, sprouted grains and multiple novel grains requiring national distribution to achieve scale.”
Maximum shelf life
Today, more snack producers and bakeries are refrigerating and freezing products in order to minimize the use of preservatives while maintaining a decent shelf life. Consumer demand for clean labels and short ingredient lists has helped propel this trend.
To meet their thermal management needs, snack producers and bakeries need to make a major equipment decision: whether to opt for a mechanical refrigeration system or a cryogenic system, according to Kevin Wilson, senior project engineer, Stellar, Jacksonville, FL.
“Mechanical refrigeration systems, which utilize ammonia or Freon, have the highest initial capital cost, require significant infrastructure and consume a lot of electricity. Refrigerants such as ammonia and Freon also require the plant to have a licensed operator to control and maintain the system, as well as a proper safety management program,” Wilson explains. “A cryogenic system that uses gases such as CO2 or nitrogen requires a relatively smaller investment upfront, making it easier for a smaller operator to get started. However, operating costs can increase over time when you start adding up the cost of the gas, storage tanks and installation. There are pros and cons to both options, so it’s important to consider your needs and consult an expert partner who can help identify the best choice for your plant.”
Praxair manufactures cryogenic tunnels and spiral freezers that help maintain high-quality bakery products. By freezing very quickly, the breads and dough do not have a chance to dehydrate, and the integrity and quality of the bread does not break up to due to slow freezing.
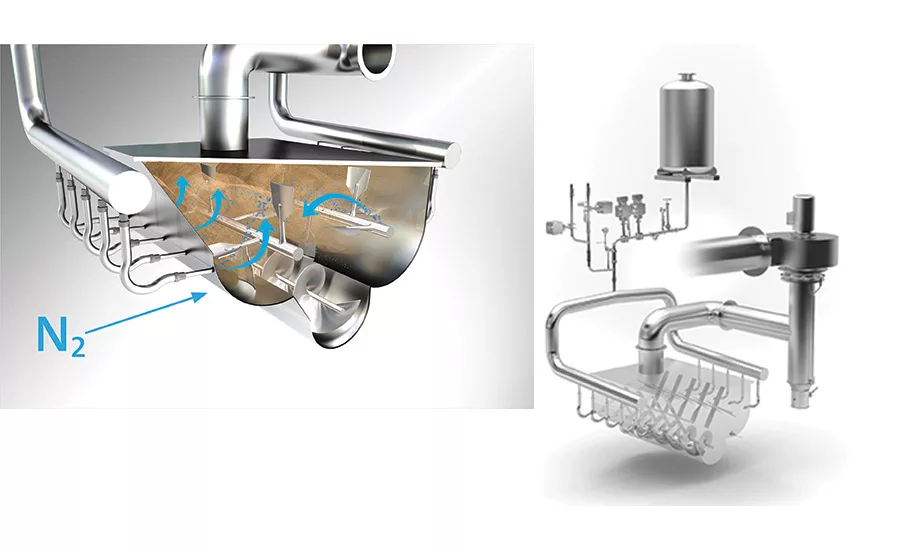
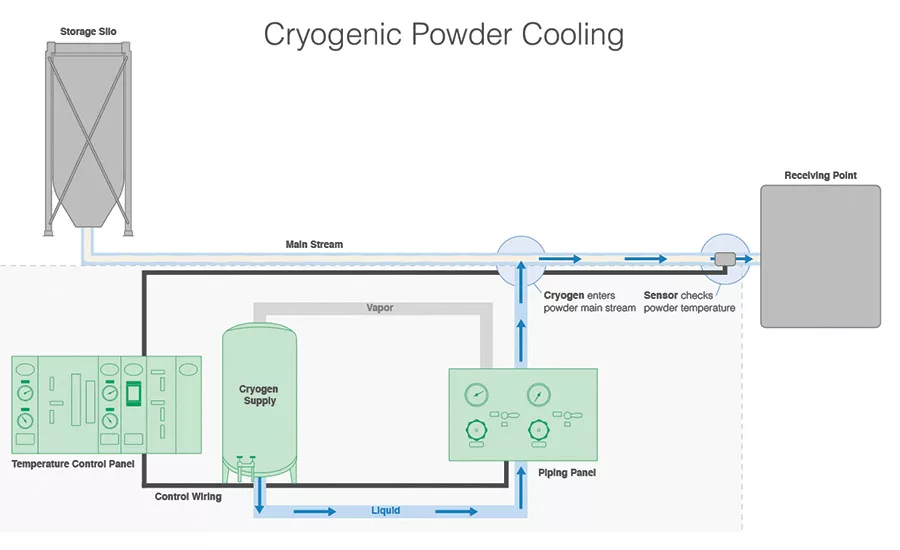
According to Johnson, Praxair recently introduced liquid nitrogen in-line powder cooling. “By cooling one or multiple bulk powder streams being delivered to the factory floor, processors can achieve better temperature control, as well as reduced dough/blend temperatures. Because powders are typically the bulk of the mix, cooling this ingredient allows for whole mix temperature control,” he notes.
Air Products recently developed the Freshline IQ Tunnel Freezer, a modular, low-cost design that is suitable for the snack and bakery market. The company already has systems running on a variety of baked goods lines for chilling and freezing applications.
Another new offering from Air Products is Freshline LIN-IS technology, which provides temperature control by injecting liquid nitrogen into new or existing mixers/blenders to chill dough or dry ingredient mixes within a half degree of the desired temperature. “By better controlling the processing temperatures of dough or mixes, customers can produce more-consistent product and improve handling downstream. This technology is a direct replacement for carbon dioxide, ice or mechanical chilling,” Robertson says.
Filtrine Manufacturing Co., Keene, NH, has received requests from more snack and bakery companies to ensure that the water used in its ingredient chillers is safe. In response, the company has designed a filtration/sterilization process that removes particulate matter and organic and chlorine taste/odor while eliminating micro-organisms that can cause waterborne diseases.
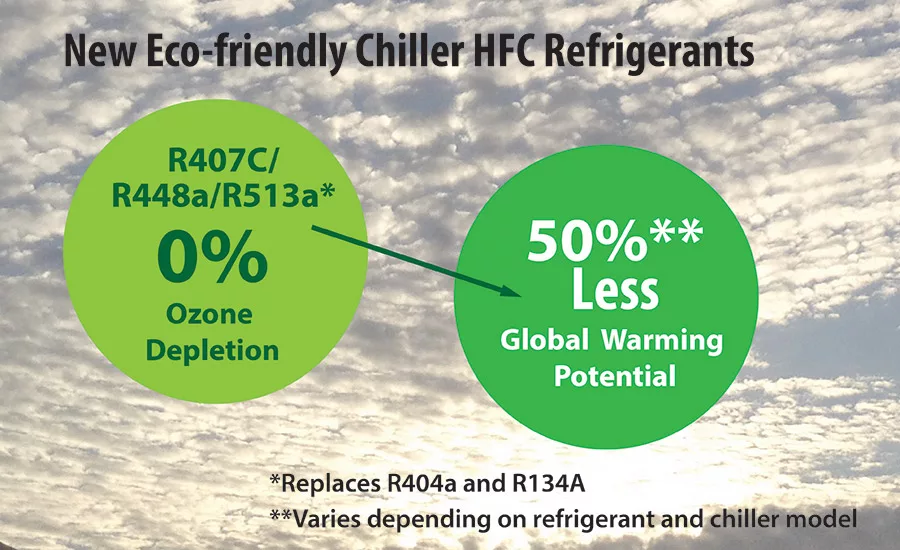
Many vendors are adding global warming potential (GWP) refrigerants to their chillers. For example, Filtrine began to transition towards lower GWP refrigerants in 2016. “Many of our chiller models have been using hydrofluorocarbons (HFC) refrigerants, R404A or R134a, which have zero ozone depletion potential. However, new refrigerants have all of the advantages of these formulations, but much lower GWP,” says Turner Hansel, vice president, manager, Process Chiller Division.
Depending on the application, Filtrine chillers that previously used R404a will now use either R407c (55 percent lower GWP) or R448a (67 percent lower GWP). Chillers that previously used R134a will now come with R513a, which has a 55 percent lower GWP. “There is little or no loss in efficiency. In some cases, the efficiency improves by as much as 10 percent,” Hansel says.
The whole package
GEA Refrigeration Technologies GmbH, Bochum, Germany, offers a total-systems approach to thermal management. The company has developed a control valve station for chillers and freezers that provides exact air temperature control into the freezer and exact refrigerant feeding in the freezer evaporators. It controls refrigerant feeding independently from the other freezer lines. This eliminates the over-feeding of evaporators in part-load conditions and enables an optimized combination of refrigeration machines for minimum energy consumption.
This GEA freezer/refrigeration combined solution has achieved enhanced product quality and 10 to 20 percent energy savings in several food processing plants, according to Mathieu Nouhin, product manager, freezing technology.
Nouhin describes one recent installation of the GEA valve station on four existing freezers in an industrial bakery plant. “In the past, each freezer needed a different air temperature setting, depending on the product to be frozen. The valve station now provides exact control of temperature in each freezer independent of product load variations. Temperature settings are collected by the control system to adjust the evaporating temperature for minimum energy consumption.”
GEA also has developed the OPTIFREEZING freezer control system, which controls air temperature inside the freezer, as well as the degree of product freezing. It continuously measures crystallized water content in the product at the freezer outfeed and adjusts parameters to achieve the exact freezing quality with minimum energy consumption.
Many vendors offer custom installations to meet specific needs. For example, Stellar is installing a raw frozen doughnut line in one plant. “These products often are distributed to retailers without refrigeration and with added preservatives, but this particular manufacturer wanted to switch things up,” Wilson explains. “So we are configuring an ambient cooling spiral that will get the bulk of the flash heat off the doughnuts; they will then go into a spiral freezer to bring their core temperature down before distribution. This will allow the bakery to deliver a quality product with fewer additives. Not only does freezing keep the label cleaner for the end customer, it also tends to cost less than adding preservatives to the product.”
The variability of products in the market is one reason why selecting the right thermal management equipment is so important. “Every product is different,” Wilson says. “For example, if you cool a freshly baked pie too quickly before freezing, it sinks in the middle. Unlike breads and other bakery products, pies don’t have a structure to hold their shape. Or consider a chocolate glaze or icing on top of a cupcake: You have to calculate the heat loss and cooling requirements before the product can be handled for packaging or you’ll end up with some not-so-pretty cupcakes.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






