Vision technology helps bakers see the future
Automation optimizes efficiency and is key to quality and process control.


Food manufacturers around the globe, from Worcester, Massachusetts to Sydney, Australia, need to ensure that quality standards are met—whether they have one manufacturing location or dozens. And as labor costs increase and automation becomes more prevalent and more reliable, replacing manual methods with automated processes allows food manufacturers to reduce waste and realize cost savings, achieve better and more consistent results, and meet traceability, regulatory, and compliance goals for food safety.
Vision technology inspection systems
As food manufacturers look to increase the use of automation and data in their food production facilities, enabling long-term cost savings and improving product quality, vision technology solutions can help them address each step in the process and implement quality control and production automation solutions. Manufacturers of vision technology solutions, such as KPM Analytics’ Sightline or EyePro brands, are used to characterize and measure the physical characteristics of products to make sure they are consistent from one piece to the next. These systems are ideal for wholesale bakers, whether they’re producing breads and baguettes or cookies and crackers, and they can oftentimes create a competitive advantage for the product brand.
Advancements in camera and vision technologies have secured their use in a wide range of monitoring applications. High resolution cameras, LED lighting solutions, and advanced computer algorithms and software are an ideal blend of technology for inspecting food products. Manufacturers are being asked to reduce costs and waste, while at the same time produce consistent, high quality final products. Vision systems provide the ability to do that, with 100 percent inspection and collecting critical data and analyzing it quickly. These two elements allow manufacturers to make confident decisions about processes and contribute to successful business results.
Automation delivers results
Automated vision inspection solutions, which at their core are image-based analyses of objects moving across a field of view, are powered by software designed to generate mathematical results based on engineering units. These systems deliver objective, meaningful, and actionable measurements in a production environment at full line speed. The technology is used to consistently and reliably perform calculations that are virtually impossible with manual methods, and can provide critical measurements for:
- Size (shape; volume)
- Color
- Item counts
- Predicted weight
- Patterns
- Thermal properties
- Productivity
Virtually any visible or thermal attribute can be objectively measured and quantified using a single system. And multiple measurements are taken simultaneously within a second for 100 percent inspection.
System dashboards give operators a quick view of measurements, with detailed analytics and feedback loops – to impact process controls and things like oven temperature and line speed—are available on some of the more sophisticated systems.
Process Control – The Ultimate in Automation
Feedback loops—oven control
By installing a vision system at the oven exit, manufacturers are able to integrate a real time oven feedback loop, which uses the measured bake color to automatically adjust the oven settings.
Key benefits:
- Fully automated control of the last two zones of the oven
- Objective bake color measurement
- Continuous automatic monitoring of product quality
- Automatic real time actions to correct out-of-spec situations
- Improved product color consistency over time
- Waste reduction
Distributed vision systems
Vision system modules can also be designed and implemented to monitor a specific production process step. The measurements taken at each vision module at each point in the line can be collected and displayed at the control station and reported in real time. This data can also be added to a database allowing further analysis and correlation of this data to assist in improving the production process and the quality of the finished product.
Examples of process steps that can be monitored are the following:
- Forming (physical dimensions)
- Proofing (height, scoring)
- Baking (bake color, oven feedback)
Product handling
Product handling solutions use vision for automatic lane balancing, to ensure that packaging machines are fed by a continuous flow of evenly laned products, allowing manufacturers to maximize throughput, reduce labor, and save costs.
System Options: Off-line; Over-line; or In-line
Benchtop or off-line systems
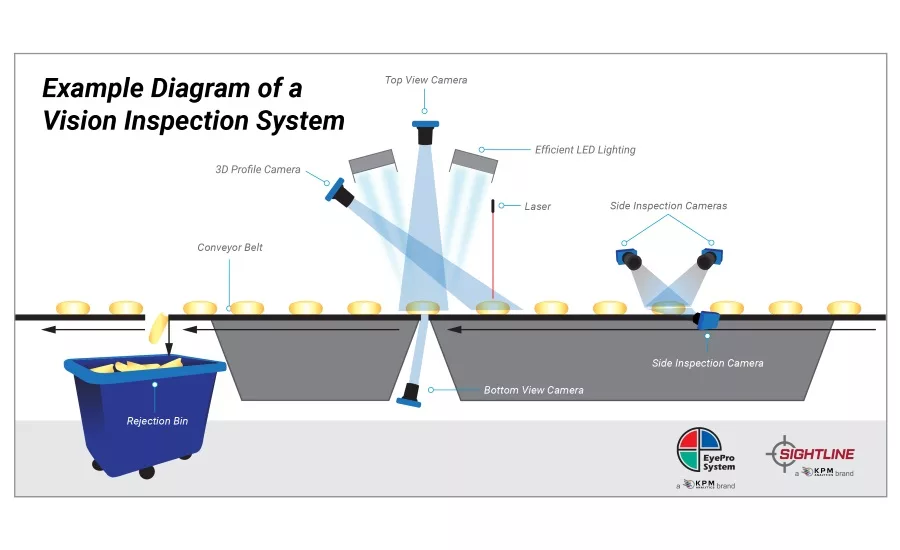
Benchtop systems, also known as off-line systems, are compact, "plug-and-play" inspection systems that generate over 200 different measurements for every object that is placed on the integrated conveyor belt. Benchtop systems can completely automate QA procedures and manual measurements and can be installed directly onto the plant floor or in the lab. Since these systems are smaller and versatile, the typical set up consists of two 2D cameras and a 3D laser, which are used to collect images and data about the products manually fed through the system. The software processes the data and provides measurements that are used to characterize and classify the product, and the information is displayed directly to the operator from the software.
With benchtop or off-line systems, the user can collect data quickly by sampling small amounts of product. The information gained from this analysis is then used to make decisions about the flow of product, such as correcting issues or adjusting settings upstream.
Over-line systems
Over-line systems utilize a standard, compact sensor head mounted directly over an existing production line, making installation fast and simple. This sensor head scans all objects that pass underneath the system, in any orientation and at any belt speed, to generate a continuous stream of critical QA data and production metrics. Typical over-line systems include all components: sensors, lighting, computer, touchscreen, cables, and mounting hardware, so it’s easily implemented into an existing line providing 100 percent inspection. This data can also be used to better control the production process because it provides quantitative feedback for process settings and adjustments. This data, and the graphical tools provided with the systems, become the process and QA dashboard for the operator and eliminates guesswork and unnecessary adjustments.
Measuring 100 percent of all products also provides a wealth of key "real-time" production and productivity data such as:
- Throughput and capacity percentages
- Defect and out-of-spec percentages (by type)
- Uptime/downtime percentages
- Changeover time
In-line systems
In-line systems are designed to inspect 100 percent of all production and come with an integrated variable-speed conveyor and automatic rejection device, and can be easily installed into new or existing production lines. The rejection device can automatically remove individual defective objects from the production line and can also check the bottom surface of every object for color. Every defect is categorized and tracked so that operators can quickly understand the source of any problems. Defective products can be automatically rejected from the product flow. And, depending on different factors like product type, pattern, and line speed, a number of different types of rejection mechanisms can be integrated into the process (e.g. paddles, declining or retracting conveyors, air nozzles) that precisely remove the individual defective object.
Laning systems
Product laning is often an important step in the packaging of products: in many cases, products must be laned (and sometimes aligned) prior to a critical step in the packaging process (e.g., slicing, bagging, flow-wrapping, etc.). In many cases, dedicated personnel are required to ensure products are laned and aligned, and historically the same personnel also perform manual inspection and defect removal as part of their normal activities.
Laning systems can have anywhere from 1 to 10 lanes, and can be managed (i.e., equal counts in each lane) or unmanaged. The system uses vision and advanced motion control technology to control a series of modular conveyors, one corresponding to each lane. Single file laning is simply a matter of organizing a random flow of objects into a single lane. Single file laning conveyors are placed immediately after an inspection system.
Based on product distribution information, extracted, and processed by the integrated vision system, the laner automatically adjusts the speed of each individual conveyor, guaranteeing constant optimization and balancing of the product flow across the lanes. Multi-lane laning systems take a random flow of inspected products (defects and deformed products removed upstream) and organize the flow into any number of lanes. The laning can be automatically balanced (managed) or can be simply laned but not counted or balanced (unmanaged).
Combining product inspection and laning, manufacturers are able to measure and check products, reject the faulty ones, lane the good ones and optimize their flow to the packaging machines.
Better vision = better product
Whether it’s a quick plug-and-play implementation of a benchtop unit or a fully integrated in-line system with process control, bakers and food manufacturers can quickly realize cost savings, efficiencies, and product quality improvements nearly immediately with vision technology systems. For manufacturers looking to enhance process at a smaller level, to perhaps explore the benefits of a vision technology system, the benchtop units are an ideal way to start small. For larger regional or national manufacturers, looking to do some enterprise-wide enhancements, full vision systems implemented across your network can achieve great results almost immediately. Either way, vision technology systems can’t allow you to see into the future, but they can certainly provide advanced automation systems for any manufacturer looking to optimize quality, efficiencies, and cost savings.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






