Demand for longer shelf life, fewer preservatives spurs new packaging solutions
Lightweight materials extend shelf life and offer sustainability benefits.

courtesy of DuPont

courtesy of Dow Packaging

courtesy of Bosch Packaging Technology
courtesy of PTI

courtesy of Dow Packaging

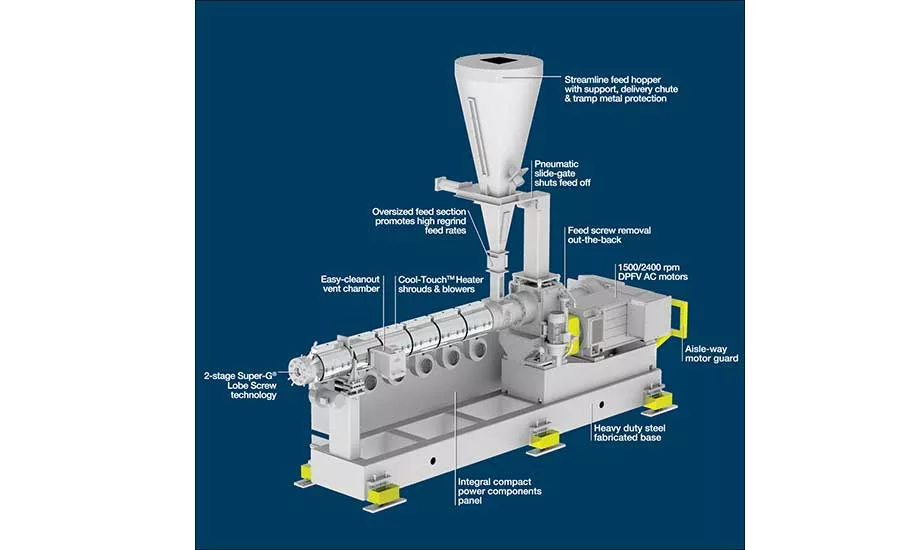
courtesy of PSI

courtesy of Pepperidge Farms
Packaging materials have evolved to meet new demands today’s snack and bakery market. A desire for longer shelf life paired with fewer preservatives in the foods and healthy eating overall has prompted the need for lightweight packaging, thinner barrier materials and convenience features on thinner, more-sustainable substances. Because the consumption cycle of packaged foods is growing longer, the packaging needs to work harder to preserve and extend the freshness of perishable products.
Food safety and freshness are key design criteria for food packaging, so packages that effectively reseal are gaining popularity, according to Heather Turner, North America marketing manager, Dow Packaging & Specialty Plastics, Midland, MI. “We are seeing more emphasis on packaging that helps extend food shelf life and maintain freshness. For snack foods especially, individually sized, preportioned packages are gaining traction, as well as more sustainable options because they help reduce food waste.”
Packaging material providers continue to create new materials that offer increased performance characteristics, such as barrier and production efficiency, often with less material used. Brands are increasingly listening to consumers’ desire for recloseability and offering resealable features on multi-use packages.
“Consumers’ desire for convenience is driving innovation in both packaging equipment and the packages themselves,” says Arthur Malcomson, director of sales, Zip Pak, an ITW Company, Manteno, IL. “Packagers are looking for equipment that can run multiple sizes and formats, offer easy changeover, and provide convenient features such as recloseability and easy opening.”
New concepts
Zip-Pak continues to innovate with zipper reclosure features that offer improved efficiency for packagers and consumer convenience for end users, Malcomson adds. Improvements in materials and zipper-application equipment have allowed the development of lightweight, more-sustainable reclosures. “Food safety is a No. 1 priority at Zip-Pak,” he says. “Thus, all of our facilities are SQF Level 2 certified, and all materials are FDA-compliant for food contact.”
Reflecting the trend toward multi-functionality and food safety, Sealstrip Corp., Gilbertsville, PA, recently introduced a series of tapes that provide both barrier and FDA compliance. “In regard to sustainability, traditional reseal features add more weight to the package, require more energy to produce and affect line efficiency. With Sealstrip’s tapes, very little weight is added, very little energy is used to apply the feature, and line speeds are unaffected,” says Jo Anne Forman, director of product development.
Offering a twist on the traditional packaging concept, 2packagesin1.com, San Francisco, has developed a multi-compartment container that is designed to extend freshness and preserve product integrity. It comes in seven packaging configurations, which include canisters, bags, tubs and jugs. For snack food, the canister preserves taste and texture for salted snacks (peanuts, potato chips), morning snacks (cereal clusters, granola bars) and sweet snacks (cookies, dried fruit). For bakery, a tied bread bag is suitable for sliced bread, rolls and bagels.
Bosch Packaging Technology, New Richmond, WI, recently developed Sealed Paper Packaging in coordination with Swedish paper specialist BillerudKorsnäs. Instead of using polymer film, the process enables production of dust-tight packaging for dry products using mono-material paper, which contains no additional polymer fractions.
As a result, retailers and consumers can benefit from clean shelves, product protection and improved product quality, according to Marcus Velezmoro, senior sales manager, Bosch Packaging Technology. The paper packaging is produced on a vertical form/fill/seal machine (VFFS), which features a ZAP-Module. The module allows coating with the sealing agent on a small surface area, preserving the paper’s mono-material characteristic.
“We believe that Sealed Paper Packaging offers great potential for bakery/snack products that don’t require a vapor barrier in the packaging material. The main advantage is that the material can ‘breathe,’ which could be a requirement when packaging warm products (coming straight out of the oven) to release the warm air as they cool down. Theoretically, these bakery products could be packaged immediately. Products such as bread or bagels also could be a fit because paper is already used throughout the retail bakery sector,” Velezmoro says.
Material component innovations
The shift to ecommerce is driving changes in packaging for all industries, according to Michelle C. Sauder, North American marketing, Packaging, DuPont, Wilmington, DE. “Ecommerce creates the need for optimized packaging that can withstand more touchpoints and a rougher journey versus the typical retail distribution cycle. DuPont resins, such as Surlyn ionomers, offer the toughness and durability that is needed in this area.”
DuPont also has developed a suite of predictive models that can be used for faster, more cost-effective packaging design. One of the newest is the puncture model. The company is using it to screen new packaging structures to accelerate the development of flexible packaging with enhanced puncture resistance.
The latest packaging innovations can help brands stand out on the shelf. “We’ve seen some creative designs,” Sauder continues. “For example, Kellogg’s Nutri-Grain Bakery Delights packaging recently earned a Silver Award in the DuPont Awards for Packaging Innovation. The package features textured film that has been printed to look like it’s wrapped in kraft paper and twine. It captures the attention of millennial shoppers because it looks, feels and even crinkles like paper while extending the breakfast cake’s shelf life.”
Dow Packaging & Specialty Plastics has developed RETAIN compatibilizer technology for packaging that requires barrier film, such as pouches that hold granola or snacks with real fruits or nuts. The pouches are both multi-layer and multi-material to provide a barrier that keeps the food contents fresh. In addition, the material can be recycled via grocery store drop-off systems.
Focusing on sustainability, Dow also has developed INNATE Precision Packaging Resins, which are suitable for packages like pouches, bags and stand-up pouches. INNATE offers sustainability qualities due to its lightweight potential. It also lets converters create new categories of packaging through extensive material substitution and blending capabilities.
“Brand owners and convertors also can reach sustainability targets through production process improvements and package weight savings. Dow’s AGILITY Performance low-density polyethylene (LDPE) resins give convertors the ability to extrusion-coat faster and thinner than conventional LDPEs of similar melt index (MI) and density,” Turner says.
Addivant, Danbury, CT, has developed WESTON 705 phosphite, which allows polyethylene (PE) producers to make films that meet global food-safety requirements, eliminating concerns of non-intentionally added substances (NIAS). “In addition, PE resins based on WESTON 705 are easier to process, more versatile and create less plate-out or gels than resins based on conventional solid phosphite antioxidant,” says Ronald Becker, innovation and market development manager, Americas.
Active packaging
Several active packaging technologies are available, ranging from oxygen-absorbing pads to perforated film and additive/coating technologies, according to Andrew Manly, communications director, Active & Intelligent Packaging Industry Association (AIPIA), Utrecht, The Netherlands. “They all work, but it’s a long process to get mass adoption. Modified-atmosphere packaging (MAP) is tried and tested, but it hardly addresses the demand for more ‘fresh’ products. While the bakery sector is very traditional, MAP does offer opportunities in this area for the future.”
Many films available today offer oxygen or moisture barriers, as well as gas scavenging or microbial/fungal inhibitors, Manly says. Some even claim to maintain the look and texture of foods over long periods of time. “Given the variety of baked goods and snacks, I think each product has to be tested to see what works best. Of course, cost is always a big factor when you are talking about low-cost, high-volume products such as bread.”
Nanotechnology has exciting potential in this area because of its ability to inhibit microbial growth. To explore these possibilities, AIPIA is involved in a project called NanoPack, funded by the European Union through the Horizon 2020 program. It has a three-year mission to develop a whole new range of packaging materials that will extend shelf life, and the target market includes snack products and baked goods (see www.nanopack.eu for more information).
Heather Chandler, president, Sealstrip Corp., says MAP solutions are becoming less capital-intensive. “In the past, MAP equipment had a high price tag with little flexibility for changing package size. Due to both material advances and machinery changes, MAP is now attainable with standard flow wrap equipment. Sealstrip applicators easily retrofit to existing flow wrappers, with no reduction in line speed, creating a cost-effective, easy open and/or resealable packaging solution that maintains the required hermetic barrier of the package.”
Making packaging innovations easier to implement and more cost-effective will go a long way toward building new levels of consumer loyalty to snack and bakery brands.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







