New and improved belts and conveyors for snack and bakery production facilities
Snack and bakery companies seek improvements to capacity, energy efficiency and safety in their belts and conveyors.
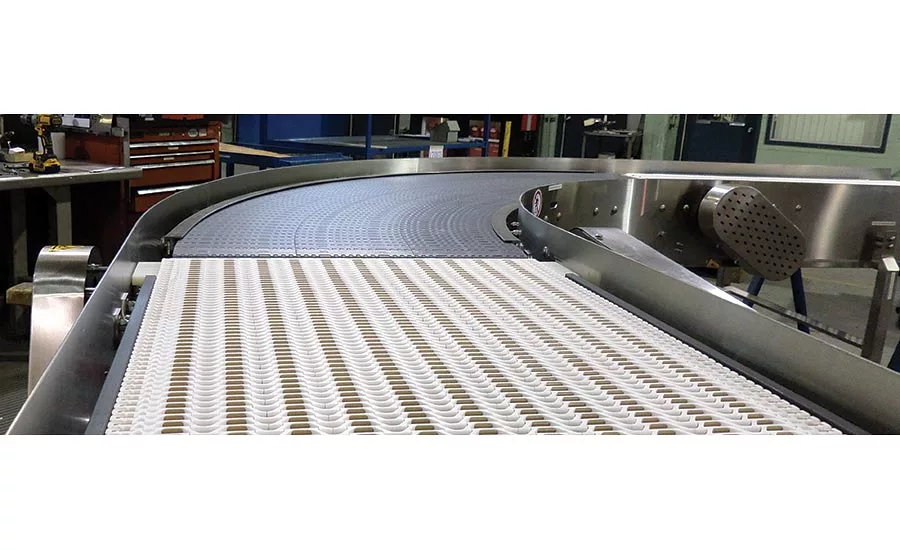



Snack food and bakery companies looking to purchase belts and conveyors are asking for larger capacity, quieter machinery, improved safety, greater energy efficiency the ability to reduce manpower—and, thus, costs. They’re also looking for easier and more-predictable cleaning and maintenance.
Cablevey Conveyors, Oskaloosa, IA, surveyed customers for their feedback on maintenance and found that while everybody has their own idea of the level of sanitary compliance that’s necessary, all types of customers are focused on it, partly in the wake of FSMA, says Karl Seidel, marketing manager. Larger capacity and greater energy efficiency also have come up regularly in conversations with customers, he says.
View an Extended Slideshow featuring products listed in this article
Customers of Ashworth Bros., Winchester, VA, want machines that are easy to maintain and do not need repeated repairs, says Kenneth King, commercial support manager. Jonathan Lasecki, chief engineer, adds that the company is trying to assist producers to move from preventive maintenance toward predictive maintenance—so customers can schedule fixes as needed and not just because the machine has been in use for, say, 100 hours.
AMF Bakery Systems, Richmond, VA, finds that customers are perennially interested in reducing manpower and costs through automation, along with reducing noise and making machines both more sanitary and safer to operate, says Bobby Martin, executive product manager. “Whereas in the past, we were using a belt that you could put your fingers in, now we can use a plastic, modular belt and eliminate that safety issue from the design. We have provided sanitary-design equipment for many years now, so it does not feel like a trend, but more like a need for the industry.”
Sanitary design sometimes means going beyond what’s required under FSMA, says Greg Stravers, senior vice president, Precision Food Innovations, San Antonio, TX. “There’s more and more drive all the time to shorten the time to service and clean equipment. With labor shortages, people are looking to do things more efficiently and effectively—easier maintenance, faster cleanup and reduced downtime.”
Dynamic Conveyor Corp., Norton Shores, MI, hears about similar priorities, says Jill Batka, president. “Easy cleanability and changeout—that’s huge,” she says. “It reduces labor costs. It’s all about efficiency and reducing time.”
New and improved features
Cablevey has rolled out a larger-capacity system for those wanting more throughput. The 8000 Series is an 8-inch-diameter conveyor that effectively doubles the capacity of the company’s largest previous system, conveying up to 80,000 pounds per hour, Seidel says.
The company also has brought to market a camera, called the Mini-Cam, which inspects the inside of conveyor systems to highlight where there might be buildup that impedes a clean, efficient process. “Depending on the environment, you often will run into buildup because of moisture, or because of cracks and crevices where anything might accumulate,” Seidel says. The issues stems from the fact that people aren’t typically going to disassemble equipment when everything is running fine, he says, but that can mask problems until the point where they become acute.
The Mini-Cam helps prevent such potential problems with all sorts of snack and bakery products, Seidel says. “Anytime you have snacks or baked goods, you have crumbs, you have all the material that shakes loose when you package it,” he says. “If you have nuts, you’re going to have materials flaking off. Sugar is sticky—it’s abrasive, and it comes off no matter what you do.”
Cablevey has installed pneumatic tensioning devices inside its line of equipment in place of sprockets, which automatically regulates tension with less energy and greater reliability, Seidel says. “That’s something we’ve been testing and incorporating over the last few years, and it’s becoming our standard,” he says. “Pulling material along gently without damaging it is our goal.”
Ashworth has come out with the PosiDrive Spiral system that allows spiral conveyors to operate with very little product movement, says Bryan Hobbs, sales and service manager, North America. “It’s ideal for bakers making loaves of bread, where the product must maintain a very true line within the system and the conveyors leading to and from it,” he says. “As it exits the system, it can line up with slicers and different types of packaging equipment.”
Keeping the product regimented and straight minimizes product jams and reduces packaging issues caused by disoriented product, while lower tension leads to longer belt life, Lasecki says. “Another advantage is that it’s retrofittable,” he says. “We can go in and convert the system from a standard, low-tension system fairly easily, with only minor modifications required to convert to a PosiDrive Spiral system.”
Ashworth also has released the SmartSpiral monitoring system, a secure, standalone wireless app that continuously monitors spiral temperature, belt tension, cage power and bottom bearing performance using a bottom bearing wear sensor. Accessing spiral performance at multiple locations using computers, tablets and smartphones provides real-time spiral performance data anytime, anywhere.
AMF has brought to market a patent-pending magnetic belt that acts as a pan cleaner, which comes in handy when a machine operator needs to turn the pan upside down in a continuous motion, Martin says. “You use gravity to remove some of the crumbs that could be inside,” he says. “It takes less energy than a vacuum would. A well-designed belt can hold the pan firmly; it’s a stable and robust application for cleaning pans.”
The PURmotion horizontal conveyor from Precision Food Innovations is servo-motor-driven and instantly reversible with no configuration changes, Stravers says. “It can be programmed to be reversible with a touch of a button,” he says. The conveyor deftly handles delicate snack products like chips or crackers—including seasoned products—that a vibratory conveyor with more of a “tumble and bounce effect” might break apart or unduly jostle.
Dynamic Conveyor has rolled out a new Allergen Kit to accompany its DynaClean sanitary conveyors, designed to prevent cross-contamination during product changeovers. This allows companies to use the same conveyor system to process products with common allergens like milk, eggs, nuts, soy and wheat, then swap out the components, such as a white conveyor belt—instead of the standard blue—and removable retaining walls. When they reassemble, thanks to the color change, they’re confident that they aren’t using the same components that were on the conveyor the last time when they were running allergens, notes Batka.
A look at motors
Companies that make motors for belts and conveyors are continuously looking to innovate as well. Van der Graaf, Brampton, Ontario, has a new drum drive for belts and conveyors that contains the motor and gearbox inside the roller, says Alex Kanaris, president.
“You don’t have anything hanging outside the conveyor,” says Kanaris. “You don’t have any loose drive components that can create an unsafe situation. Everything is totally enclosed and isolated from the environment.” And because of the design of the product, the drum drive offers efficiency benefits, using approximately 25 percent to 30 percent less than a conventional design.
Van der Graaf will be bringing a new drive to market in 2019 that will have all electronics built into the drum motor, with an ethernet connection and open loop motor control that allows the operator to adjust the frequency, as well as a removable LED keypad for remote operation, Kanaris says.
The AKM2G servo motor from Kollmorgen, Radford, VA, provides more power in a smaller package for those with limited real estate for their conveyors, says Bob White, manager of training and digital services. “If you take it down to the next level … we also provide frameless motors, without housing, that you can build into rollers, with a precision requirement for speed control or even torque control, and embed them inside the roller itself,” he says.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





