Customers of belts, conveyors look for automation, cleanability, performance







Companies that make belts, conveyors, and associated equipment like motors have a wide array of customers in the snack food and wholesale bakery industries—because every food production facility relies heavily on these technologies throughout their processes.
Customers of this grouping of equipment in the snack and bakery industries seem most interested in features and benefits like automation—given the right labor market—as well as cleanability, ease of maintenance, and performance, according to manufacturers.
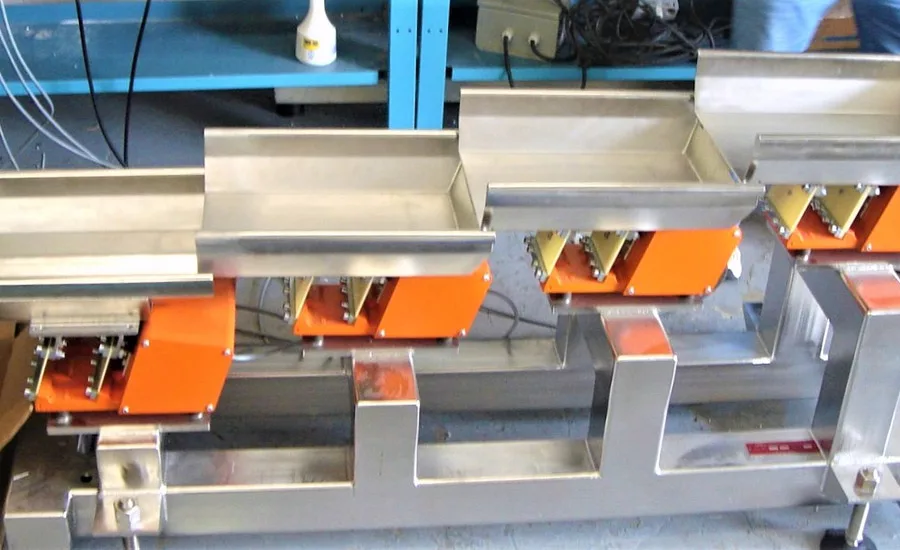
ARBO Engineering, Inc. - Resonant Vibratory System
David Gicz, sales manager, Americas, at ARBO Engineering, Inc., Toronto, says he hears from often about the need for performance. “There’s no shortcuts,” he says, noting customers want lead times and quality—especially with the food industry focus on best manufacturing practices—as well as materials being specific to what they need.
Snack and bakery companies, especially given new inclusions like dried fruits, are also looking for ease cleaning and sanitation, as well as ease of maintenance, Gicz says. “Everyone is running leaner. They want to make the most of their equipment,” he says. “They are coming across challenges where they need to bring materials into the process in new ways to meet new recipes and product specifications becoming more common.”
Automation also has become a nearly an economic necessity unless a company is making a very high-end product, and even then it’s desirable, Gicz says. “Labor obviously is one of the greatest inputs,” he says, noting automation has been the objective for quite some time. “It’s now more so improving the automation that was there, or making the automation more specific to new ingredients, vs. completely changing over to a line to have no people in it whatsoever.”
ARBO produces conveyors that run on vibratory drives through a technology called resonant vibratory systems, which move materials along a tray at low amplitude and high frequency, Gicz says. These can move fragile products like pita chips or can be used to spread toppings on cakes or cookies. While ARBO offers off-the-shelf models, most are customized for very specific types of applications. “They ask us to make the tray wider, narrower, taller, shorter,” he says. “The spreading patterns are different from customer to customer. We engineer each piece of equipment for the customer’s needs.”
Ashworth Bros. Inc. - Smart Spiral
Ashworth Bros. Inc., Winchester, VA, hears regularly from customers who are experiencing turnover of maintenance staff and overall labor shortages, leading to the need for automation, says Jonathan Lasecki, director of engineering. “I have less and less people out there than two, three, four years ago,” he says, noting difficulties in getting people to run machines that are more manually set up is leading more companies to automation, out of necessity.
Ashworth has added automated features to an existing product called SmartSpiral that monitor key features and functions, and through wireless connections can send data back to a cell phone or laptop to give nearly immediate access for key personnel like the maintenance manager or plant manager, Lasecki says. “It allows you to monitor several pieces of equipment in one plant, or several plants, and get all the data in one dashboard,” he says. “It lets you know the spiral is up and running correctly. It gives you a heads-up and allows you to plan downtime to fix or correct an issue before a catastrophic failure occurs. Maintenance managers can plan downtime instead of rounding people up at 3 a.m. because the spiral went down.”
AZO Inc. - AI Technologies for Conveying
Cleanability and automation are on the minds of customers of AZO Inc., Memphis, says Chuck Kerwin, general manager and sales manager. “As you get into more ingredients that have gluten issues, or are gluten-free, you get into the cross-contamination of gluten-free and ‘normal’ products,” he says. There are all sorts of spicy types of ingredients, and also allergens that need washdown afterward, he notes.
AZO Inc. hasn’t necessarily rolled out anything specific that’s new-and-improved, although the company has been undertaking research and development into infusing artificial intelligence into conveying systems—so that, for example, blower speeds are adjusted up or down depending on the relative “flowability” of each product or ingredient, Kerwin says.
And the company is working on a project currently for a “big food company” that’s considering getting rid of hand-weighing and adopting an automated, bar-coded minor ingredient system instead of having two or three people doing weighments, says Kerwin. “It all hinges on, what’s it going to cost? If you have an existing production process, it’s tough to get people to change the process. If you’re going to build a new line or new plant, people are more open to automation.”
Belt Technologies - Customized Systems
Belt Technologies, Agawam, MA, has been hearing from customers that want a full conveying system, including motors and pulleys, and not just certain components, says Denis Gagnon, owner and CEO. “The customer is putting the onus on us to design a full system,” he says. “It’s on our engineers to make sure the components are fitting together, taking advantage of our knowledge of how belts are expected to work.”
Gagnon also has seen a broad push toward more automation, including robotics. “Conveying systems are becoming more and more automated,” he says. “We’ve also seen automated warehousing and distribution systems whereby robots will fly around on top of the grid system, pick and pack products. It’s largely software driven, with the algorithms to say, ‘Put this on the top shelf; put this on the bottom.’”
Belt customizes everything to order, so the company hasn’t rolled out any new models, per se, but in a sense, everything it builds is a new model, Gagnon says. “We’re working on a number of advancements of pulleys that marry up with belts,” he says. “There’s still some benefit within the food processing industry to have more true tracking and proper tensioning of the belts on the system. We’re working on and about to come to market with innovations that will improve both of those things. We have a pulley design that’s low inertia, uses less energy and lighter weight to drive the belt. There’s cost savings with the energy savings.”
Dynamic Conveyor Corp. - Dynamic Roller
Customers of Dynamic Conveyor Corp. are emphatically moving in the direction of greater automation, according to Paul Kuharewicz, sales project engineer. “It doesn’t seem like there’s one customer that’s saying, ‘Hey, let’s go toward more automation.’ They’re all talking about it,” he says. Once a facility automates, he adds, “You can reduce your labor by 25% without working hard, and 50% if you work at it.”
Dynamic Conveyor has released a new product called the DynaRoller that helps food companies with sortation of different packaging sizes or different types of products, Kuharewicz says. “There’s so much individual packaging, and they’re not going to do trail mix for the next 10 years,” he says. “Packaging sizes are changing all the time, and sometimes people want to sort that out. There’s certainly a crossover of sorting products.”
Instead of being limited to conveying in a straight line, the DynaRoller provides options to send certain packages to the left or the right, Kuharewicz says. “They’ve been doing this type of stuff in manufacturing for a long time,” he says. “It’s time to get these conveyors into prepared food, and snack and bakery.” That labor for sortation isn’t there like it used to be, he notes. “I’ve seen a shift in the thinking. The food has to get out the door.”
G&F Systems Inc. - G-Clean Conveyor
G&F Systems, Roosevelt, NY, hears from customers looking for reliable conveying solutions with added hygiene characteristics, as well as supported, dynamic automated lines, says Anthony Salsone, vice president, sales & engineering.
G&F has recently released a full sanitary conveyor line called the G-Clean line, which allows easy access to all critical components for washdown, Salsone says. “All G-Clean Conveyors are constructed of fully stainless steel materials and available with either stainless steel or thermoplastic belting,” says Salsone.
They also offer a number of automated features, Salsone says. “G&F offers live data trending, which captures real-time information, displaying these trends either graphically and/or numerically to the end user via different delivery methods,” he says. “This live data is paramount to operational success and continuity, allowing the end user insight into any maintenance or sanitation needs.”
Heat and Control - Revolution Gate 3.0
Blake Svejkovsky, general manager, product handling systems at Heat and Control, Hayward, CA, says the company has seen several trends including a shift to smaller bag sizes, especially in the snack food industry, as well as continued increases in the number of SKUs and the variety of flavor options of different products.
“COVID-19 has put additional pressure on automation, with a strong requirement to drive productivity,” Svejkovsky says. “Therefore, automated packaging departments are increasing globally, reducing the number of people needed to operate a factory.”
Heat and Control has rolled out the Revolution Proportional Gate 3.0 system, which in combination with the company’s FastBack horizontal motion conveyor provides reliable gentleness, and product- and operator-friendliness, Svejkovsky says. The patented design allows for proportional, granular feeding that keeps the product uniform and improves packaging, while the gentle design diverts product without creating a single pinch point.
Redesigned with 84% fewer components, the 3.0 system eliminates operator and maintenance touchpoints including gate positioning cable systems, the crumb barrier and removable cleaning covers. The new drive uses servo motor and automatic homing to accurately position the gate, while the crumb barrier has given way to “sealed-for-life bearings, providing a simplified ‘wipe-and-go’ sanitation experience,” Svejkovsky says. The 3.0 reduces product breakage by about 4% and boosts overall line efficiency by 1% to 5%, he adds.
Key Technology - Zephyr
Key Technology, Walla Walla, WA, also hears regularly from customers who want smarter equipment, says Rudy Sanchez, project manager. “They want smarter shakers. They want a shaker that can tell them, ‘There’s something wrong with me,’” he says. “Also, they want to improve performance by having a smart shaker that can tell them if other equipment is not working properly.”
Key has gone to market within the past year with a new product that’s been used in the snack and cereal industry called Zephyr, a horizontal motion shaker that’s gentle and clean, Sanchez says. “It has a self-cleaning motion,” he says. “It reduces the chance of buildup as much as possible. The other thing really good about this new product is that we can place the drive of the system almost in any position along the length of the pan, or the bed of the shaker.”
Other benefits of the second-generation shaker are that it lasts longer and can be placed in about any location, even over large or very tall supports, Sanchez says. The 100% welded pan and simply designed gate are also easy to clean. “We hope to grow a lot in the snack industry,” he says.
SideDrive Conveyor Co. - SideDrive Conveyor
Customers of SideDrive Conveyor Co., Souderton, Pennsylvania, are interested in features and benefits like better sanitation, less water and chemical use, and greater maintenance and accessibility, says Tony Maniscalco, business unit leader. “Can they get into it and work on it?” he says. “If there’s a bearing that’s difficult to access or difficult to take apart, that requires more man-hours.”
SideDrive’s customers would like to learn more about automated lines, Maniscalco says, to eliminate manual processes in areas like de-panning, dough handling, proofing, and cooling. “Optimization of space is a factor when taking things from the freezer to the floor level,” he says. “Instead of numerous declining conveyors, one spiral can be installed, and it reduces product loss while improving traffic access.”
The namesake conveyor that SideDrive rolled out last year is an “extremely sanitary” system that can be used and designed as a transfer-less conveyor system,” Maniscalco says. “It’s designed primarily for heavy washdown,” he says. “It could go into baking, ready-to-eat or frozen foods, the pizza industry, protein, poultry.”
The drumless system has fewer components compared with a traditional drum spiral system, and the design incorporates open-frame construction, allowing easy access for maintenance and washdown while providing few harborage points given the welded points and lack of horizontal surfaces, Maniscalco says. All of those factors optimize the system for better uptime, which supports improved throughput, he says.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






