Sanitation, efficiency important factors when replacing belts and conveyors
Snack, bakery companies looking to improve sanitation for belts and conveyors





Sanitation probably tops the list, but safety, speed, reliability, ease of use, and resource efficiency are also among the watchwords for snack and bakery manufacturers when it comes to replacing or upgrading their plant’s belts and conveyors equipment.
Sanitary, safety and speed
Multi-Conveyor, Winneconne, WI, has found that sanitation is foremost on the minds of those in the food industry, says Jim Paulsen, account/project manager.
“Staying ahead of the requirements that the food industry dictates is key to developing sustainable designs that can work across various food manufacturing segments,” says Paulsen. “Varying degrees of sanitation are required at different locations in process and packaging lines. Understanding whether it will be clean in place, clean out of place, how often cleaning takes place, and the chemicals and temperatures involved all are considered when choosing designs, materials and components used.”
Goodway Technologies, Stamford, CT, also sees snack and bakery companies paying greater attention to sanitation, says Evan Reyes, national account manager. “They’re making sure they are investing in the latest technologies to help the sanitation team,” he says. “They can do more detailed cleaning, do more thorough change-overs, and do the things they are being asked to do by the FDA. They’re hitting their sustainability and other metrics.”
Easy cleaning and easy assembly have been issues on the minds of snack and bakery companies with which VAC-U-MAX, Belleville, NJ, has interacted, says Doan Pendleton, vice president of sales. “How easy is it to clean, and put together?”
Designing equipment that’s both easily cleanable and also safe for operators and mechanics can be a challenge, Paulsen says. “Often the sanitary design and safety requirements seem incompatible, and it is left to the conveyor manufacturer to comply with both groups’ specifications,” he says.
Speed and reliability also must be taken into account when designing new or upgraded equipment, Paulsen says. “Increased throughput and the elimination of waste and downtime are essential in providing a quality conveying system to the customer,” he says. “New product carrying belts and chains and materials for wear parts must add to the performance criteria.”
Goodway’s customers are also interested in resource sustainability, Reyes says. “Everyone’s telling me they have a war on water,” he says.
Equipment upgrades
That’s been a plus for Goodway’s dry steam belt cleaning system, which uses pressurized, heated dry steam to clean all types of belts of allergens, mold, food remnants and seasonings, and oil overspray. Because the system uses very little water, it’s safe around both electrical equipment and sensitive packaging controls, the company says.
Goodway’s system also cuts down on mold with the extreme heat and provides more thorough cleaning of belts overall, Reyes says. Otherwise, “they don’t have a good way to clean those belts,” he says. “They blow them down once a week and spray sanitizer. But the air gun doesn’t get them 100 percent clean, maybe 75 percent. And they’ll spray sanitizer, which works great, but whenever there’s organic matter present sanitizer doesn’t work as well. Over time, bread crumbs mix with the sanitizer.”
The Goodway brushless system can be either portable, in which case it can be moved from belt to belt as needed, or fixed with an undermount, which can be used during a production run and is easy to unlatch and clean, Reyes says.
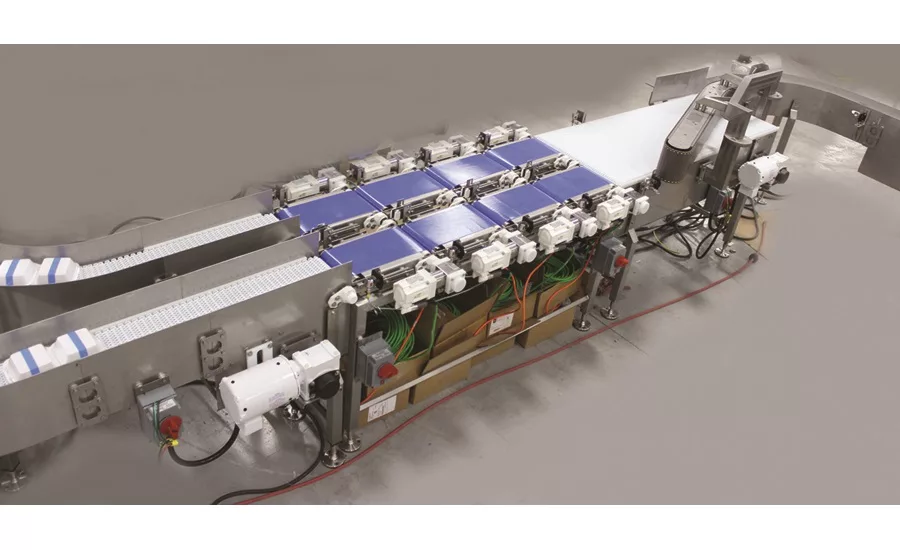
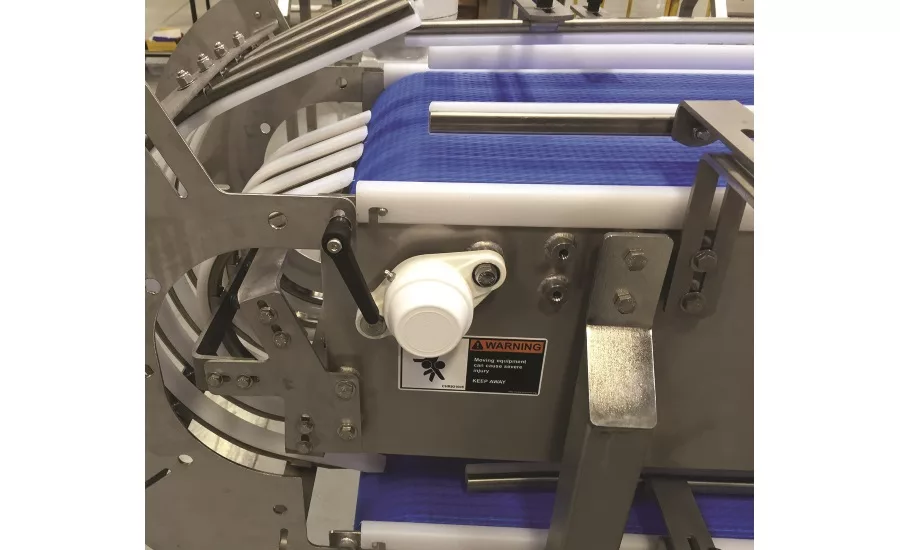
Multi-Conveyor has released a 180-Degree Product Inverter, a stainless steel, washdown compatible, infeed and discharge conveyor system that gently inverts products 180 degrees, the company says. The inverter includes safety features like bearing covers, finger guards and shaft-cut guards, as well as slotted clean-out holes for easy maintenance, and flush-grid belting.
The company regularly designs equipment to meet FDA and USDA food safety requirements that manufacturers must achieve by making it easy to clean in place, or easy to assemble and disassemble, Paulsen says. Features ensure the belting and chain can be lifted to clean underneath or removed completely, enabling the cleaning of internal components, and the safer design employs doors or guards that are easily opened, he says.
“These innovations may allow food manufacturers to expand production runs as cleaning is required less often, and the time that it takes to clean is reduced,” Paulsen says. “They may also reduce the number of personnel required for cleaning and the amount of chemicals or water consumed. Providing clean-design conveyors that promote food safety and minimize the associated cost makes the food safety requirement easier to implement and sustain.”
VAC-U-MAX has released a pneumatic conveying system that moves snack food ingredients to the dough mixer for pretzel manufacturing. The system conveys food ingredients from drums, totes, supersacks or from a VAC-U-MAX Bag Dump Station designed with pick-up adapter, integrated dust collector and empty bag compactor, the company says.
“Pneumatic or vacuum conveying is an organic way of moving bulk dry powder, for food, pharmaceutical, industrial or chemical,” Pendleton says. “In the baking industry, where we come in is handling specialty product that might go into a mix—a specialty flour, smaller ingredient [sizes]. A bigger company is geared toward larger volumes of flour.”
Shuttleworth North America, Huntington, IN, continues to design custom specialty conveyor systems to a manufacturer’s specifications. For example, the company recently worked with Talerico-Martin Wholesale Bakery in the Chicago area when the bakery expanded its production facility from 30,000 to 45,000 square feet, mostly to accommodate greater demand for frozen product.
The Shuttleworth system automated the movement of pans through each step of the filling process, providing for precise pan-location indexing at both the spraying and filing machines. Twelve feet long and 3½-feet wide, the conveyor is designed in a U-shape so that one operator can load the cake pans into the front end of the feed and then collect them at the end to place in the racking destined for the oven.
“Sensors built into the conveyor precisely index the pans into the spraying and filling machines,” says Todd Eckert, project manager for Shuttleworth. “The sensors tell the pans precisely where to stop, so spraying and filling is performed exactly.”
Other newly released or updated belt and conveyor equipment with applications for snack and bakery has included:
- Dynamic Conveyor Corp. Muskegon, MI, now offers metal mesh belting on its DynaClean conveyor line, enabling customers to coat, drain, wash, dry or rapid cool their food products. These belts come in almost unlimited options, materials and configurations, and they are self-tracking and allow the conveyor to be cleaned in place.
- G&F Systems, Roosevelt, NY, has released Spiral Evolve, which the company says is the only U.S.-manufactured cageless spiral conveyor system. This has design advantages over a traditional spiral conveyor system such as an in-low out-low design, use of previously inaccessible plant floor space, and reductions in maintenance, sanitation, operational costs and installation time.
- Powder Process-Solutions, Chanhassen, MN, is offering a Volumetric Screw Feeder and Volumetric Screw Feeder with Overflight, both of which hold symbol authorization for 3-A sanitary standard 81-00. The design is appropriate for medium- to high-capacity handling of sanitary bulk materials--and if feed materials are non-free-flowing, the overflight model can be used to improve feeding. With auger diameters ranging between 4 and 10 inches, the feeders are constructed of stainless steel.
Scott Lodermeier, who handles component sales and project management at Powder Process-Solutions, says the main advantage of the volumetric screw feeder for snack and bakery would be ease of disassembly and cleaning compared with other larger capacity screw feeder. “This is designed for a 50-pound bag of snacks,” he says.
Related Slideshow: A review of new belts and conveyors
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








