Traceability solutions for maximum food safety in snack and bakery production
Investigating paperless solutions to ensure traceability for maximum food safety

A big part in food safety management is traceability, and companies need to account for their product from start to finish.
“The biggest challenge in ensuring food safety across the supply chain is the ability to achieve accurate traceability from farm to fork,” says Wayne Johnson, OAL Connected director, OAL, Cambridgeshire, England. “At every stage of handling the product, whether that is packaging or raw materials, manufacturers need accurate recording so nothing can be missed. Having some form of smart traceability system in place, whether it’s an in-line scanner or a portable device, can help food manufacturers to fight food fraud and combat any safety issues, as there is a record of what has gone on within the facility,” he says.
The recording of accurate information also allows manufacturers to get to the source of a problem, should any safety issues arise, to prevent any repeat issues going forward, adds Johnson. “Any inaccurate or missing information could and would result in traceability being lost, which leaves manufacturers open to risk and does not meet consumer demand for increased transparency from the foods they purchase.”
Smart traceability systems
OAL Connected has a range of automated label and date code verification solutions to meet every food manufacturers’ needs, Johnson comments. “With our systems, we proactively verify and scan every product to ensure it matches the pre-entered job information on the master database, so manufacturers can be sure that the right packaging, label and date code is on the right product. What’s more, our systems are entirely independent from the printer, so there is no risk of human error,” he explains.
For instance, if an operator input incorrect information into the printer on the factory floor, an error would be flagged, as their systems limit operator decision-making on the shop floor, creating an automatic, systematic and sustainable process controlled by senior management, says Johnson.
“The accuracy of lot numbers and expiration dates are a critical component to having reliable traceability data,” says Scott McKenzie, regional account manager, RFgen Software, El Dorado Hills, CA. “Transcription and data-entry errors can be the difference between life and death.” When warehouse and manufacturing workers leverage data collection tools, they are able to capture traceability data from the raw materials and inventory directly using barcodes or RFID, instead of pen and paper, he says.
“That shift to paperless eliminates the two potential points of failure: illegible handwriting, and data-entry errors,” McKenzie explains. The additional traceability through the enterprise resource planning (ERP) system provides a detailed history of the ingredients routing through the manufacturing plant, processing, and delivery to the storefront, he adds.
Wherefour software was designed with modern food traceability in mind from the start, says Matt Brown, CEO, Wherefour, Petaluma, CA. “Everything in inventory is a unique piece of stock and can be assigned individual lot codes. This is foundational to traceability in Wherefour and a benefit of building a system architecture that addresses traceability first,” he explains.
“We have a full audit log of what happens to ingredients as they go through the process of being turned into products. Our system also enables companies to track which customers got specific lot codes and do a full forward or backward traceability report on anything that was in inventory. Being fully mobile allows these reports to be available in minutes from anywhere, at any time, meaning quick response times if there is a recall,” Brown remarks.
Robert Burgh, president, Nexcor Technologies, Buford, GA, says that its sanitation and maintenance solutions are configurable and can integrate directly with equipment or to SCADA systems to carry out SOPs for product changeovers, and more importantly, allergen changeovers. “Through comprehensive production monitoring, KLEANZ and CAMS-PM can provide alerts and enforce certain QA standards for our clients. The fundamental features focus on area in the facility by risk. Ultimately this helps clients prioritize the execution of their HACCP and HARPC, and lower the risks caused by poor traceability,” he notes.
Most clients are looking to incorporate paper with electronic documentation, while some want to go completely paperless, Burgh explains. “Our paperless features ensure that information is documented once and can be reported on many times across departments. Keeping a comprehensive audit trail is critical to audits and traceability,” he notes.
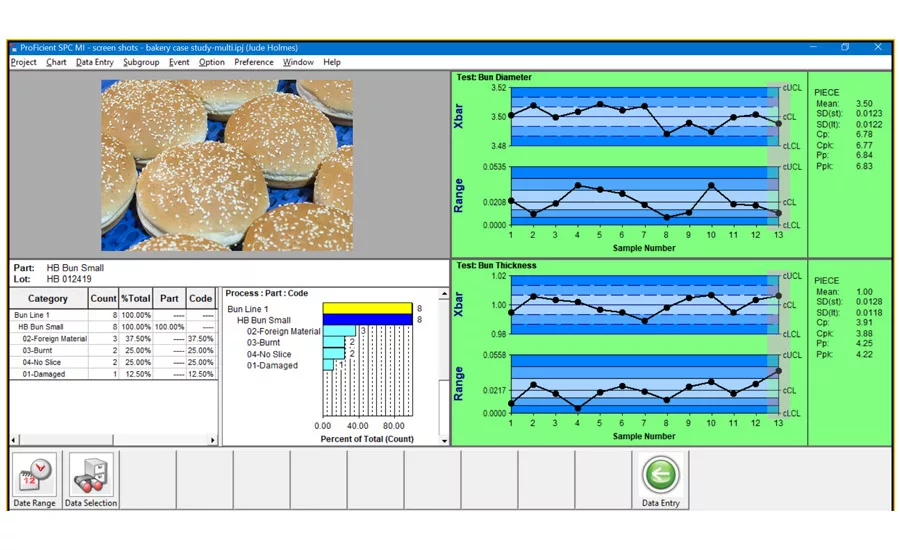
Jude Holmes, client solution engineer, InfinityQS International Inc., Fairfax, VA, says that InfinityQS Quality Intelligence solutions is able to provide organizations a unified data repository and real-time statistical analysis capabilities. “As such, we offer tools for both the first and second life of manufacturing data,” he explains. “In the first life of data, our software will send real-time alerts to quality teams when a product is out of spec or a process is showing deviation, allowing them to prevent quality issues at the plant level.”
In the second life of data, their software enables manufacturers to aggregate data from multiple production sites, as well as suppliers, to get enterprise-level visibility, Holmes says. “This makes it possible to observe overarching trends, find opportunities for global process improvement, and share best practices from high-performing sites.”
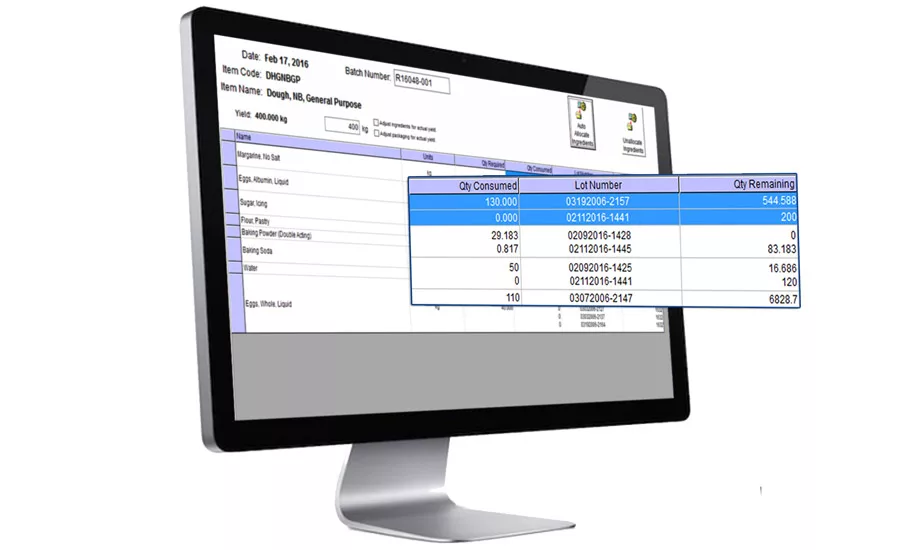
With FlexiBake’s production scheduling, receiving, and lot tracking tools, data can be analyzed for instant recalls, says Nicole Ortner, senior product consultant, FlexiBake Ltd., Vancouver, British Columbia. “Our customers can trace every lot code or batch numbers from the moment materials are received, used in production, to when the finished product is sent out the door. Conducting a recall in FlexiBake can be done based on supplier lot codes, receiving slips, dates ingredients were received, or the user’s own batch numbers,” she explains.
FlexiBake users can instantly check the inventory on hand—including work in progress items—that contains raw materials that need to be recalled, along with which products were produced with the contaminated ingredient.
“There are reports available in FlexiBake that will instantly list the customers that need to be contacted during a recall, without having to search through production or invoicing data,” Ortner says.
Most vendors don’t include lot coded barcodes on their packages, so this is rarely an option in food manufacturing facilities due to food safety and HACCP plans, adds Ortner. However, lot codes are tracked during receiving and shipping through tablets or workstations in the shipping and receiving bays.
Standardization and the cloud
“There are many benefits to using cloud-based software. Some of the main ones we see our customers enjoy are peace of mind, and easy access from multiple locations,” says Ortner. “Customers are not required to use a particular operating system, as choosing a cloud software allows you to run FlexiBake from a PC, Mac, table or smartphone, and on Windows, iOS, or Android operating systems.”
Cloud software removes the need for expensive servers and networks, reducing their customers’ reliance on outside computer support and the need for periodic hardware repair and replacement, says Ortner.
Using cloud-based software and mobile apps to manage plant operations, workflows become seamless, says Wright. “If there is an issue on the plant floor, instant alerts and notifications are sent to personnel that need to be aware of the problem. The operator or production personnel can use their mobile device to take a picture of the problem and submit a work request,” he explains. “Maintenance personnel can respond and document what was done to address the problem, in real time.”
Once the work is completed, notifications and alerts are sent to sanitation, who then responds and documents what was done to properly sanitize the equipment, adds Wright. “Once they complete the work, QA/QC is notified. They can then verify and document that the work was done correctly, and release the equipment back to production,” he remarks. “Digital transformation makes everyone’s life easier. No paperwork, no spreadsheets, no one sitting at a desk doing data entry.”
Standardization enables manufacturers with multiple production sites to unify their locations so that they are all on the same page when it comes to production and process control, says Holmes. “This can be as simple as standardizing naming conventions for ingredients, processes, and more,” he explains. “For example, a baked buns producer might want to compare product weight between plants. If one plant refers to this measurement as ‘final-bun-weight’ and the other uses ‘final bun weight,’ something as simple as a few dashes can prohibit comparative analysis. And often, the differences between sites are far more complicated.”
Instead, by standardizing on naming conventions, organizations can eliminate confusion between manufacturing sites, teams, and executives, Holmes says. “This might seem obvious, but it’s often overlooked. Standardizing on a common quality management system is important too. Everyone then has the same tools and functionalities so that they can freely collaborate and share learnings.”
In the same way, standardizing with a common, centralized data repository creates a single system of truth, says Holmes. “Everyone—across multiple sites—saves to and works from the same data pool. This eliminates silos so manufacturers can get real-time process information and a high-level view into the performance of all locations. Standardization encourages the enterprise visibility needed for operational insights that can prevent quality-related issues and drive global improvement.”
The monitoring of production waste—both product and time—is a necessary requirement for sustainability and continuous improvement, says Burgh. “Standardization of documentation and accessibility to all departments ensures the integrity of information and creates a reliable audit trail,” he explains.
Having valid documentation is important for multiple departments to use aggregated data to pull reports instantly, Burgh says. “Through our KLEANZ and CAMS-PM systems, corporate can quickly view the status of multiple plants through dashboards and use the information to determine initiatives and standards.”
A good ERP system will enforce standardization by ensuring that someone can’t move forward with a task unless the data is complete, says Brown. “One benefit of a cloud-based system is that everyone must enter data in the same consistent way. Having a cloud-based system unifies data across facilities creating a single source of truth from which everyone works. It also allows multiple users to access the data at the same time and can be backed up continually,” he explains.
Standardization of data across plants allows companies to benchmark and compare plants, and also leverage spend across the business in buying materials, says McKenzie. “Ingredient/component data is available for reporting in real-time and accessible from the workers’ smartphone. Instead of taking days to compile reports based off of printed paper, reports can be generated within seconds. Unified data provides decision makers with a holistic point of view across the entire enterprise,” he notes.
Johnson says that having a shared version of the truth is invaluable in food manufacturing facilities. “OAL Connected integrates all of its systems into manufacturers’ servers to ensure that all data is backed up and activity is centralized, to ensure that all information is being recorded accurately in every location,” he says.
Blockchain and audits
“RFgen does integrate with ‘Safety Chain’ solutions that help to keep various raw materials that may potentially contaminate one another in separate locations,” says McKenzie. “Most blockchain solutions are directly integrated with the ERP system, rather than mobile data collection workflows.”
Burgh says that Nexcor Technologies is proud to offer complete food safety and sanitation management solutions that keeps companies audit-ready every day. “Any size operation can benefit from having better control over traceability of products, food safety, sanitation efforts, maintenance management, and so much more. We offer solutions that adhere to standardization and continuous improvement in these areas.”
Burgh says that documentation is critical to audit preparedness, and that if food safety is not adequately documented, it’s the equivalent of not getting it done at all. “Our solutions give companies the tools to document in real-time right on the plant floor and then track and report on for audits and resource management.”
Similarly to blockchain, Wherefour uses a proprietary audit log architecture that ensures data cannot be deleted or manipulated—only adjusted, says Brown. “Any adjustments are always recorded and tracked, thanks to the architecture of our system, which also records who made any alterations in case corrective action or additional training is needed.”
As a precursor to a viable industry-wide blockchain, Brown has prioritized Wherefour integrations with many cloud-based systems, such as the Metrc tracking system, for cannabis. “These integrations allow us an easy way to connect with a highly-adopted blockchain, if one becomes available.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








