Case study: Mid South Baking Company translates quality intelligence with InfinityQS into bottom line results
Using InfinityQS' quality management solution, the baked goods supplier has accelerated issue response time, streamlined its processes, reduced giveaway, and enhanced food safety compliance
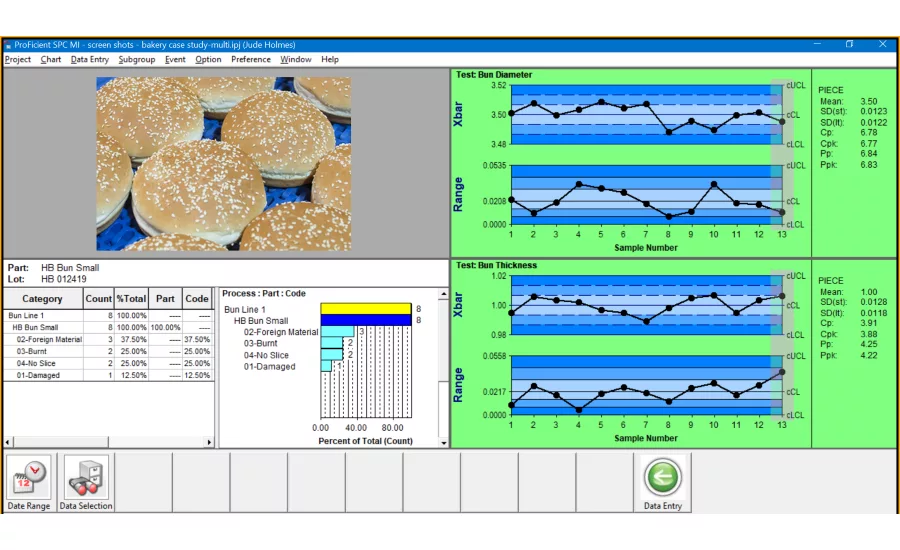
![]() InfinityQS International, Inc. (InfinityQS) has announced that Mid South Baking Company is leveraging its Quality Intelligence solution as part of an initiative to modernize the process improvement capabilities within its Pelahatchie, Mississippi plant, which produces baked goods for major global food brands. Mid South Baking now uses digital data collection and real-time process control to accelerate issue response times, streamline its manufacturing processes, and reduce giveaway—all of which directly improve its bottom line.
InfinityQS International, Inc. (InfinityQS) has announced that Mid South Baking Company is leveraging its Quality Intelligence solution as part of an initiative to modernize the process improvement capabilities within its Pelahatchie, Mississippi plant, which produces baked goods for major global food brands. Mid South Baking now uses digital data collection and real-time process control to accelerate issue response times, streamline its manufacturing processes, and reduce giveaway—all of which directly improve its bottom line.
Previously, Mid South Baking used paper, pencils, and spreadsheets to collect and monitor process data, which made real-time response to issues on production lines challenging. Looking to gain greater control over its processes, the company turned to InfinityQS and its Quality Intelligence solutions anchored by the industry's leading statistical process control (SPC) engine. Starting with bun weight control, the primary initiative helped reduce the amount of giveaway per every batch of buns by 10 percent, which in turn minimized lost revenue—within just 12 months of implementation.
“InfinityQS has been an important technology driving our improvements,” said Deirdre Sanford, assistant quality assurance manager, Mid South Baking Company. “We are able to spot trends, which gives our management team much more information. InfinityQS guides our continuous improvement processes, whether we need to purchase new equipment or make adjustments to our existing equipment. It is amazing.”
Today with InfinityQS, shop-floor operators in the Mississippi plant have on-demand access to quality data, which helps during audits as teams can deliver required documentation to auditors in a matter of minutes. The InfinityQS platform also alerts operators to process deviations in real time so they can deliver timely fixes. Moreover, a convenient visual dashboard provides an easy way to oversee overall production and unearth process improvement opportunities. These enhancements to daily operations have helped Mid South Baking shift from issue response to prevention.
Michael Lyle, president and CEO, InfinityQS, said, “We are proud to play a role in the digital transformation of Mid South Baking’s Mississippi plant. It is a prime example of what happens when manufacturers drop their paper and pencils and embrace real-time data and modern quality management. They gain heightened visibility into what is happening on the plant floor, which enables quality teams to catch issues before they compound, while also exposing opportunities for continuous improvement. Product quality then evolves from being a topic of concern into an actual financial benefit and competitive advantage.”
The efficiencies gained by modernizing plant operations have provided Mid South Baking’s employees with three hours in daily labor savings—per shop floor operator—enabling them to focus on other process improvement tasks. Currently, Mid South Baking also uses the InfinityQS platform to monitor key aspects of food safety, including sanitation, microbiology, packaging, allergens, food temperature, and hazard detection—in full accordance with the Food Safety Modernization Act (FSMA).
To learn more about Mid South Baking’s quality success story, read the full case study, "Baked-in Success."
About InfinityQS International, Inc.
InfinityQS International, Inc. is the global authority on data-driven manufacturing quality. The company’s Quality Intelligence solutions—Enact and ProFicient—deliver unparalleled visibility and strategic insight across the enterprise, from the shop floor to the boardroom, enabling manufacturers to re-imagine quality and transform it from a problem into a competitive advantage. Powered by centralized statistical process control (SPC) analytics, InfinityQS solutions provide operational insight to enable global manufacturers to improve product quality; decrease costs and risk; maintain or improve compliance; and make strategic, data-driven business decisions. Headquartered near Washington, D.C., with offices in Seattle, London, and Beijing, InfinityQS was founded in 1989 and now services more than 2,500 clients—from the smallest to the world’s leading manufacturers—including Ball Corporation, Boston Scientific, Graham Packaging, and Medtronic. For more information, visit www.infinityqs.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





