Eaglestone Equipment constant turn horizontal food conveyor
Company: Eaglestone Equipment
Website: www.eaglestone.net
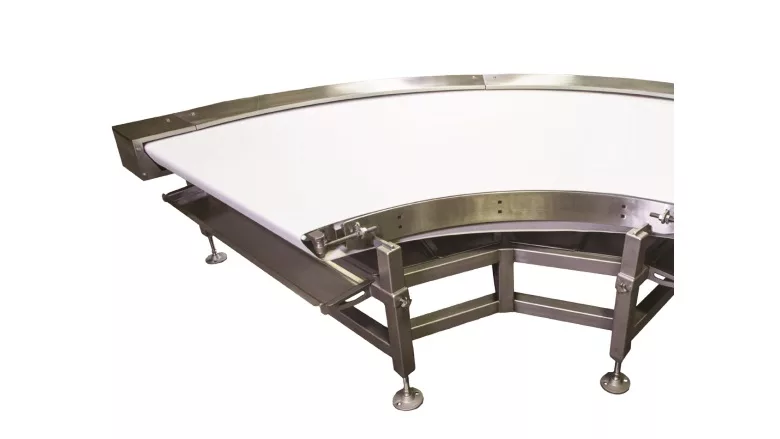
Equipment Snapshot: Eaglestone Equipment, a custom manufacturer of industrial food processing equipment, offers the 1150 Fabric Constant Turn Conveyor to help food processors speed up production lines and keep products moving efficiently through manufacturing lines. This conveyor’s unique and sanitary design is ideal for food processing applications, such as cookie and bar production, as it maintains product orientation while small diameter discharge rollers allow for tight transfers.
“The weak link in cookie and bar manufacturing is often the curve point of the production line,” said Carmen Sammauro, president, Eaglestone Equipment. “Our engineers designed our 1150 Series Constant Turn Conveyor to eliminate time that is often lost on the line due to manual clearance of blockages when working with small products. It keeps small items such as cookies and bars moving down the line at a sustained rate while allowing transfer from conveyor to other equipment without disrupting the product’s orientation.”
The Eaglestone 1150 Series Constant Turn Conveyor offers food processors a multitude of benefits to speed up production including:
- Maintains product orientation and eliminates product bunching on the inside radius of line compared to modular belting, saving time and keeping the line moving
- Tight nose bar transfers ideally suited for small product handling
- Conveyor is chain driven to eliminate belt slippage, with sealed bearings to ensure very quiet operation
- Wide range of sizes and custom solutions available
- High-quality sanitary design, always made in the USA
“Our 1150 series is ideally suited for the food processing industry as our sanitary design incorporates a food grade belt, utilized in conjunction with a cantilevered design, for fast belt changes and tool-less drip pan removal for quick and easy cleaning,” added Sammauro. “Our Accu-Track belt tracking system keeps the fabric belt in place to ensure a constant turn while maintaining product orientation and smooth conveying, while small diameter discharge rollers allow for tight transfers. This unit works great in a tight space as it has a very small footprint.”
The design of the conveyor has been updated from chain-driven to direct-driven, which includes a more robust design, increased drive, and chain life expectancy. It has adjustable nose bars, which allows for easier conveyor installation and quicker adjustment for conveyor to conveyor product transfer, and a new slider bed design, which increases frame strength. It also has a new belt type, which is more pliable and has increased durability; a thicker yet softer belt can still be used with 5/8" nosebar diameter.
The Series 1150 Constant Radius Fabric Belt Curve was primarily designed for handling small bakery products like cookies and bar products, but can be used in a variety of applications for different products in different industries, from a wide variety of food products to small package handling. It has a positive chain drive to prevent belt slipping and aid in tracking, which is better for oily products that can cause friction drive belts to slip. It also has a cantilevered frame design, allowing for easier belt replacement. Small nose bars at the infeed and discharge ends (5/8" diameter) make for better transfers of smaller products. In addition, it maintains product orientation from the infeed to the discharge since the inside of the belt doesn't collapse
All Eaglestone Equipment is made in the USA to ensure high-quality solutions. Find out more about the 1150 series conveyor and how it can speed up your manufacturing line by visiting www.eaglestone.net.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







